In the dynamic world of railway operations, the longevity, efficiency, and performance of locomotive fleets are paramount. As diesel-electric locomotives approach pivotal points in their operational lifespan, choosing between complete replacement and targeted repowering or rebuilding emerges as a crucial strategic and financial decision. Modernizing these workhorses not only extends their operational lifespan but also significantly enhances their capabilities, fuel efficiency, and environmental compliance.
Central to the success of these extensive overhaul programs are meticulously engineered components that form the heart of the repowered engine. Among these, EMD part numbers 10634216 and 10634215 stand out as vital elements, representing advancements that are critical for operators looking to maximize the return on their locomotive investments. This article delves into the significance of these specific EMD parts within the broader context of locomotive repowering and rebuild initiatives, exploring their technical merits, integration strategies, and the tangible benefits they deliver.
Introduction to EMD Repowering and Rebuild Programs
The railway industry, a cornerstone of global logistics and transportation, is continuously seeking ways to optimize its asset base. Repowering and rebuilding programs for locomotives have emerged as a primary strategy to achieve this, offering a compelling alternative to the substantial capital outlay required for entirely new fleets. These initiatives are not merely about cosmetic updates; they involve deep-seated technological enhancements aimed at improving performance, reducing operational costs, and meeting stringent environmental regulations.
What Are Locomotive Repowering and Rebuild Initiatives?
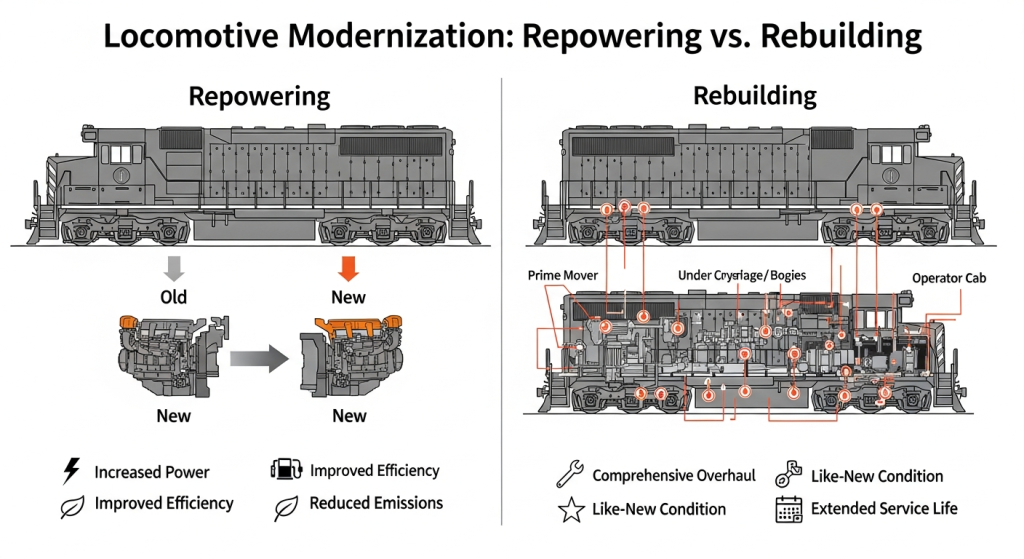
Repowering focuses on replacing the prime mover for performance gains, while rebuilding is a comprehensive overhaul to restore the entire locomotive.
Locomotive repowering involves replacing the existing prime mover and associated systems with a newer, more advanced engine and control technology. This is typically done to increase power output, improve fuel efficiency, reduce emissions, or adopt newer engine architectures. Rebuilding, on the other hand, is a more comprehensive refurbishment process that can include repowering, but also extends to overhauling or replacing virtually every component of the locomotive, from the undercarriage and bogies to the car body and auxiliary systems. The goal is to restore the locomotive to a condition that is functionally equivalent to, or better than, its original manufactured state, thereby extending its service life by many years.
The Evolution of EMD Locomotive Maintenance Strategies
General Motors’ Electro-Motive Division (EMD), now part of Progress Rail, a Caterpillar company, and Wabtec Corporation, has long been a dominant force in locomotive manufacturing. Historically, maintenance strategies often leaned towards reactive repairs, addressing issues as they arose. However, the industry has evolved significantly. Modern maintenance strategies are increasingly proactive and predictive, emphasizing component upgrades and life-extension programs. This shift is driven by the recognition that strategic investments in critical components can prevent costly failures, improve reliability, and unlock new levels of operational performance. EMD’s legacy of robust engineering provides a strong foundation for these modernization efforts, with a continuous stream of innovation ensuring their locomotives can adapt to changing demands.
Why Focus on Specific Parts Like 10634216 and 10634215?
The efficacy of any repowering or rebuild program hinges on the quality and technological advancement of the components used. Certain parts, due to their fundamental role in engine operation and their susceptibility to wear and technological obsolescence, become focal points for upgrades. EMD part numbers 10634216 and 10634215 represent precisely such critical components. These are not merely off-the-shelf replacements; they are engineered solutions designed to deliver superior performance, durability, and efficiency.
Focusing on these specific EMD parts allows operators to target the core of the engine’s power generation and delivery system, ensuring that the benefits of a repower are maximized and that the locomotive can reliably meet the demands of modern rail operations. Their specific design and material composition are key to unlocking enhanced power output and improved sustainability metrics.
Technical Specifications of EMD Part No. 10634216 & 10634215
The engineering excellence embedded within EMD components is a hallmark of the brand. Part numbers 10634216 and 10634215 embody this commitment, featuring advanced design principles and material science that contribute significantly to their performance and longevity within the demanding environment of locomotive operations.
Design and Material Composition
These EMD parts are manufactured to exacting standards, incorporating advanced alloys and precision machining techniques. The design often reflects iterative improvements over previous generations, addressing known stress points and performance limitations. The materials selected are chosen for their exceptional durability, resistance to extreme temperatures and pressures, and optimal thermal conductivity. For example, the use of specialized cast iron alloys or advanced composite materials in critical engine assemblies ensures robust structural integrity and resistance to wear. This meticulous attention to detail in both design and material composition is fundamental to achieving the high performance ratings and extended service life expected from modern EMD components.
Performance Ratings and Compatibility Standards
EMD part numbers 10634216 and 10634215 are engineered to meet or exceed stringent industry performance standards. Their ratings typically encompass parameters such as thermal efficiency, mechanical stress tolerance, and operational lifespan under continuous heavy-duty cycles. Compatibility is a crucial aspect; these parts are designed to integrate seamlessly with specific EMD engine families and associated systems. This ensures that when installed in a repowering project, they contribute to the overall balance and optimized performance of the entire locomotive, rather than creating isolated performance anomalies. Adherence to both internal EMD specifications and broader industry standards guarantees that these components will perform reliably and safely, forming a stable foundation for the modernized locomotive’s operation.
Key Innovations Over Previous Generations
The distinction of parts like 10634216 and 10634215 often lies in their innovative features that set them apart from earlier EMD parts. These innovations can range from enhanced combustion chamber designs that optimize fuel burn for greater efficiency and reduced emissions, to improved lubrication pathways that minimize friction and wear.
Advanced turbocharger system integration, refined fuel injector technology, and more robust piston and cylinder liner designs are common areas of development. For instance, advancements in fuel injectors can lead to finer atomization of fuel, resulting in more complete combustion. Similarly, improved turbocharger designs can provide more efficient air management, boosting power output while maintaining fuel economy. These incremental yet significant technological leaps are precisely what enable modern repowering initiatives to deliver substantial improvements over the original specifications of older locomotives.
The successful integration of critical components like EMD 10634216 and 10634215 into a repowering project is highly dependent on their compatibility with specific EMD locomotive models and their existing engine configurations. This ensures a smooth transition and maximum performance benefits.
Supported Engine Blocks and Prime Movers
These specific EMD parts are typically designed for compatibility with a range of EMD engine families, most notably the advanced versions of the 710 series and potentially components designed for the larger 824 prime mover found in models like the SD90MAC-H. The precise compatibility will depend on the exact sub-model and configuration of the engine being rebuilt. For example, in the context of repowering an older EMD locomotive, these components would be selected to match the bore, stroke, and overall architecture of the intended replacement or upgraded engine block, ensuring a perfect mechanical and operational fit. This careful matching is essential for preventing compatibility issues and achieving optimal performance from the modernized engine.
Integration in Popular Freight and Passenger Locos
The EMD SD70 series, a workhorse in freight and passenger service, is a prime candidate for repowering and modernization. Similarly, the SD90MAC-H, known for its high horsepower output, can benefit significantly from upgrades involving components like 10634216 and 10634215. When integrated into these popular EMD locomotive models, these advanced parts can contribute to enhanced tractive effort, improved acceleration, and greater fuel efficiency. This is particularly important for freight operations where sustained power is crucial for hauling heavy loads, and for passenger services where punctuality and operational efficiency are key. The benefits extend to the overall reliability of traction motor refurbishment, as a more powerful and efficient prime mover can sometimes allow for more optimized operation of traction motors.
Retrofit Challenges and Solutions
Integrating newer components into older locomotive frames can present challenges. These can include modifications required for engine mounts, exhaust systems, cooling systems, and electrical connections. However, these challenges are well-understood within the industry. Solutions often involve custom-engineered adapter plates, upgraded cooling system maintenance protocols to handle increased thermal loads, and recalibration of the locomotive’s overall electrical systems. Reputable manufacturers and rebuilders, such as those associated with Progress Rail and Wabtec, have developed extensive engineering knowledge and standardized procedures to address these retrofit complexities. Utilizing OEM parts or high-quality aftermarket components for 10634216 and 10634215, sourced from trusted suppliers, ensures that these parts are manufactured to specifications that facilitate easier integration and reliable long-term operation.
Step-by-Step Integration into Repowering Projects
The successful integration of critical components like EMD 10634216 and 10634215 into a locomotive repowering project is a systematic process that demands careful planning, precise execution, and thorough verification. This methodical approach ensures that the modernized locomotive achieves its full potential.
Pre-Installation Assessment and Planning
The initial phase involves a comprehensive assessment of the existing locomotive. This includes a detailed inspection of the locomotive frame for any structural integrity issues requiring locomotive frame repair, and a thorough diagnostic of all major systems, including the electrical systems, cooling system maintenance needs, and the condition of traction motors.
Compatibility checks for the selected EMD parts against the intended engine block are paramount. Engineering teams will define the scope of work, identify any necessary modifications, and develop a detailed project timeline. Procurement of all necessary EMD parts, including high-quality engine overhaul kits and specific components like 10634216 and 10634215, is finalized at this stage, ensuring both OEM parts and reputable aftermarket components are sourced with quality as the primary criterion.
Disassembly and Power Assembly Replacement
Once planning is complete, the locomotive undergoes disassembly. This involves carefully removing the old prime mover and associated auxiliary systems. The focus then shifts to the installation of the new power assembly. This stage is where EMD 10634216 and 10634215, often integral parts of an engine overhaul kit, are installed with meticulous attention to detail. This includes precise torque specifications for all fasteners, correct alignment of rotating components, and proper installation of seals and gaskets to prevent leaks. Attention is also paid to related systems that are often upgraded concurrently, such as the fuel injectors and the turbocharger system, to ensure they are compatible with the new engine configuration and are performing optimally.
Post-Installation Testing and Calibration
Following the physical installation, a rigorous testing and calibration phase is initiated. This begins with initial startup procedures, closely monitoring engine parameters for any anomalies. Extensive diagnostic tests are performed to verify the performance of the new EMD parts and the integrated systems. This includes load testing to assess the locomotive’s power output, fuel consumption, and thermal management under simulated operating conditions.
The electrical systems are checked for correct voltage regulation and load distribution. Calibration of engine control units (ECUs) ensures that the engine operates at peak efficiency and meets emissions standards. This comprehensive testing and calibration process is crucial to validating the success of the repowering effort and ensuring the locomotive is ready for service, delivering the promised reliability and performance gains.
Benefits and ROI of Using These Parts in Rebuilds
The strategic incorporation of advanced components like EMD 10634216 and 10634215 into locomotive repowering projects yields significant, quantifiable benefits, translating into a compelling return on investment (ROI) for rail operators.
Fuel Efficiency and Emissions Reductions
Modern EMD components are designed with efficiency as a core principle. The advanced combustion technology, improved fuel injection, and optimized airflow management facilitated by parts like 10634216 and 10634215 contribute to substantial fuel efficiency improvements, often in the range of 15-20% compared to older models [Intel Market Research, August 2025]. This reduction in fuel consumption directly translates to lower operating costs. Furthermore, more efficient combustion leads to a significant decrease in harmful emissions. While rail transportation is already a highly sustainable mode, accounting for only around 1% of transport emissions globally [UIC Global Sustainability Report, November 2025] and being about four times more fuel-efficient than long-haul trucking [Association of American Railroads, November 2023], further reductions are critical for environmental stewardship and regulatory compliance.
Extended Service Life and Reliability Gains
By replacing worn or outdated components with new, high-performance EMD parts engineered for durability, the overall service life of a locomotive can be significantly extended. This means locomotives can remain in active service for an additional 10 to 20 years, deferring the need for costly new fleet acquisitions. The enhanced reliability translates into reduced unplanned downtime, which is a major operational cost for any railroad. Improved Mean Time Between Failures (MTBF) due to the robust nature of these components means more time spent in revenue service and less time in the workshop, directly impacting operational efficiency and profitability.
Cost Savings Compared to New Locomotives
The global locomotive remanufacturing market, valued at US$ 8.702 billion in 2025 and projected to reach US$ 11.890 billion by 2032, underscores the economic attractiveness of rebuilds [QYResearch via openPR.com, March 2026]. Repowering and rebuilding a locomotive using critical components like EMD 10634216 and 10634215 is typically far less expensive than purchasing a new locomotive. While Class I freight railroads reinvested $26.8 billion into their systems in 2023 for modernization and performance [Association of American Railroads, 2024], a significant portion of this investment can be strategically allocated to high-value rebuilds. The total cost of ownership is reduced through lower upfront capital expenditure, extended asset life, and decreased operational and maintenance costs, making repowering a highly attractive financial proposition.
Real-World Case Studies and Best Practices
The theoretical benefits of using advanced components in locomotive repowering are consistently validated by practical applications across the global railway industry. These real-world examples, often involving major players like Progress Rail and Wabtec, highlight successful implementations and provide valuable lessons learned.
Successful Repowers by Major Railroads
Numerous Class I railroads and other large operators have embarked on extensive repowering programs, often targeting fleets of SD70 series locomotives or similar heavy-haul EMDs. These projects frequently involve the complete overhaul of engines, incorporating the latest EMD parts to achieve modern performance standards. Success is typically measured by dramatic improvements in fuel efficiency, compliance with stringent emissions regulations, and a significant reduction in unscheduled maintenance events. For instance, a repowering program might see locomotives that were previously struggling to meet operational demands being revitalized to outperform their original specifications, enabling them to handle heavier loads more efficiently or operate at higher average speeds.
Lessons from Field Implementations
Field experience has shown that while the core components like 10634216 and 10634215 are crucial, a holistic approach yields the best results. This includes paying close attention to ancillary systems. For example, repowering often presents the ideal opportunity for comprehensive brake system upgrades to match the increased power and performance capabilities of the new engine. Similarly, ensuring the cooling system maintenance is up to par is vital to prevent overheating and ensure the longevity of the new engine components. Lessons also emphasize the importance of selecting reputable suppliers for both OEM parts and high-quality aftermarket components, as consistency in manufacturing and material integrity is key to long-term reliability.
Future Trends and Emerging Upgrades
The trend towards locomotive modernization is set to continue, driven by demands for greater sustainability and operational efficiency. While the global locomotive market is projected for substantial growth, reaching USD 45.35 billion by 2033 [Mordor Intelligence, March 2026], the focus will increasingly be on optimizing existing assets. Future trends include further integration of advanced digital technologies for predictive maintenance, improvements in hybrid diesel-electric powertrains, and continued refinements in combustion efficiency. As regions like India push towards electrification targets [IEA, July 2023], the importance of highly efficient and clean diesel repowering remains critical for many other markets and applications where full electrification is not yet feasible or economical. The ongoing development of EMD parts will undoubtedly reflect these evolving industry needs.
Conclusion: Optimizing Your Locomotive Fleet with EMD Parts
The strategic decision to repower or rebuild older locomotives represents a forward-thinking approach to fleet management, offering substantial operational and financial advantages. At the core of these transformative projects are critical EMD components, such as part numbers 10634216 and 10634215. These are not merely spare parts; they are engineered solutions embodying the latest advancements in diesel engine technology, designed to enhance performance, improve efficiency, and ensure long-term reliability.
Key Takeaways for Rail Operators
Investing in repowering programs that utilize advanced EMD parts like 10634216 and 10634215 offers a clear path to optimizing locomotive fleets. The benefits are multifaceted: significant improvements in fuel efficiency and reductions in emissions contribute to both economic savings and environmental responsibility. The enhanced durability and reliability of these components translate into extended service life and reduced operational downtime, maximizing asset utilization. Crucially, repowering provides a cost-effective alternative to acquiring new locomotives, delivering a compelling return on investment through a lower total cost of ownership.
Next Steps for Repowering Your Fleet
For rail operators considering modernization, the journey begins with a thorough assessment of their current fleet’s condition and operational requirements. Engaging with experienced EMD service providers and component suppliers is crucial to identify the most suitable repowering strategies and select the right EMD parts, including essential components like 10634216 and 10634215. A detailed project plan, encompassing everything from initial diagnostics and potential locomotive frame repair to the precise integration of new power assemblies and comprehensive post-installation testing, is vital for success. Considering ancillary system upgrades, such as brake system upgrades and cooling system maintenance, alongside the core engine work will ensure a holistic improvement.
Resources for Further Reading
To gain a deeper understanding of locomotive repowering, EMD component technologies, and the broader trends shaping the rail industry, consult resources from leading organizations and manufacturers. Industry publications, technical white papers from companies like Progress Rail and Wabtec, and reports from bodies such as the UIC (International Union of Railways) and the Association of American Railroads offer valuable insights into the evolving landscape of locomotive maintenance and modernization. Exploring these resources will empower operators to make informed decisions that drive efficiency, sustainability, and profitability across their locomotive fleets.
Yes—EMD 10634216 and 10634215 can be suitable on both 645- and 710-equipped freight locomotives, but you shouldn’t assume interchangeability. You need to confirm three things: physical fit at the mounting flange, thread, and canister envelope; filtration performance under the required flow and differential-pressure range; and exact approval in applicable EMD service bulletins, including SB 810-series guidance. If those checks align, you can standardize stocking with confidence and avoid hidden reliability or procurement problems.
Key Takeaways
EMD 10634216 and 10634215 can be suitable for both 645 and 710 locomotives only after confirmed fit, performance, and bulletin approval.
Both filters reportedly share the same mounting flange, M42x1.5 thread, height, and diameter, supporting physical interchange across many installations.
Interchangeability also requires matching filtration efficiency, flow capacity, and pressure-drop behavior within EMD or ARMA limits for both engines.
Official EMD service bulletins, including SB 810-series guidance, must confirm approval for the exact locomotive model and service arrangement.
When verified, using one filter across mixed 645 and 710 fleets reduces SKU counts, carrying costs, downtime, and stockout risk.
Introduction to EMD Parts in Freight Locomotives
When you manage EMD freight locomotive engine parts across a mixed fleet, standardized components reduce inventory complexity, shorten service time, and improve maintenance control. You need to verify 645 vs 710diesel engine interchangeability carefully because physical fit, filtration performance, and service-bulletin approval determine whether parts such as EMD 10634216 and 10634215 support reliable locomotive maintenance cross-compatibility. In this section, you’ll learn how these filter elements function in 645 and 710 applications, what technical criteria confirm compatibility, and where interchange limits can apply.
The Role of Standardized Parts in Locomotive Fleets
Because freight railroads such as Union Pacific and CSX operate mixed locomotive fleets built around both EMD 645 and 710 engines, standardized EMD freight locomotive engine parts play a direct role in reducing maintenance complexity and controlling inventory costs. When you apply Fleet commonality planning, you reduce SKU counts, simplify procurement, and improve parts availability across SD40-2, SD60, SD70, and GP-series assignments.
With inventory reduction strategies, standardized filters such as EMD 10634216 and 10634215 support Locomotive maintenance cross-compatibility without expanding storeroom variety. You can align service stocking with mixed-fleet demand, lower carrying costs, and shorten shop response time. EMD data indicates that standardized filter usage can cut downtime by 20-30 percent in mixed 645/710 operations. That makes standardization a measurable reliability and supply-chain control tool for railroad mechanical departments systemwide today.
Why Compatibility Matters for 645 and 710 Engines
Standardization delivers the biggest payoff only if the same service parts actually fit and perform across both EMD engine families. When you manage EMD freight locomotive engine parts across mixed consists, compatibility determines whether a shared filter supports real operational efficiency or creates hidden risk. For EMD 10634216 10634215 645 710 compatibility, you need confirmed Interchange criteria, not assumptions.
Because 645-to-710 repowers are common, 645 vs 710 diesel engine interchangeability directly affects procurement, maintenance planning, and failure prevention. If a lube oil filter element matches flange geometry, thread form, flow capacity, and filtration media requirements on both platforms, you can simplify stocking without degrading protection. That Locomotive maintenance cross-compatibility improves fleet reliability across large horsepower pools, especially when custom sourcing delays would otherwise lengthen shop cycles and increase locomotive downtime.
Blog Goals and What Readers Will Learn
Although many maintainers assume lube oil filters are engine-specific, this article tests that assumption against EMD OEM data and focuses directly on EMD 10634216 10634215 645 710 compatibility in freight locomotive service.
You’ll compare EMD freight locomotive engine parts, evaluate 645 vs 710 diesel engine interchangeability, and apply Locomotive maintenance cross-compatibility.
Focus
You’ll learn
Why it matters
OEM specs
Confirm fit
Cuts guesswork
Filter design
Compare ratings
Protects engines
Model checks
Verify SD/GP use
Avoids mismatch
Aftermarket Myths
Separate claims
Reduces risk
Rebuild Practices
Standardize stocking
Lowers cost
You’ll see how identical flange geometry, thread form, and media performance support cross-use, where service bulletin verification still governs final decisions. That gives you actionable maintenance guidance for informed inventory planning.
You can trace EMD 10634216 10634215 645 710 compatibility by first identifying the EMD 645 Series as a medium-horsepower two-stroke platform with established service in freight locomotive engine parts applications. You’ll then see how the 710 evolved from the 645 through higher-efficiency airflow, updated output targets, and continued focus on locomotive maintenance cross-compatibility. That progression matters because common models such as the GP38, SD40-2, SD60, and SD70 frame the practical context for 645 vs 710 diesel engine interchangeability.
Key Features of the EMD 645 Series
Because railroads needed a robust medium-horsepower platform for long freight cycles, the EMD 645 series became a cornerstone of North American locomotive fleets from the 1960s through the 1990s. You see its value in freight service where Roots blower scavenging supported reliable cylinder charging, while V12 and V16 variants delivered strong tractive performance across demanding duty cycles.
In practice, you’d associate the 645 with 3,000-3,600 hp output in models such as the SD45, plus a reputation for durability under continuous loading. Its operating profile also included comparatively higher oil consumption, which shaped maintenance intervals and inspection priorities. When you evaluate these engines, fuel system upgrades often improve efficiency and response, but the core architecture remains straightforward, serviceable, and well-suited to heavy freight hauling through the 1970s, 1980s, and early 1990s.
Evolution to the EMD 710 Series
EMD advanced the 645 platform into the 710 series to raise horsepower, improve fuel economy, and meet the heavier utilization demands of late-model freight service. You see the core shift in cylinder displacement, airflow management, and thermal loading capacity, which let the 710 support outputs up to 4,300 hp in SD70ACe applications. That increase wasn’t merely dimensional; it reflected a systems-level redesign for sustained freight duty.
You can trace the biggest gains to Uniflow scavenging refinement and exhaust valve evolution. By optimizing charge-air movement and discharge timing, EMD cut pumping losses and improved combustion stability across wider load bands. The result was roughly 25% better fuel efficiency than earlier configurations under comparable service profiles. Since the 1990s, those advantages have made the 710 the dominant modern freight prime mover across North American road fleets.
Common Freight Loco Models Using These Engines
Consider the 645 series the backbone of many legacy North American freight fleets: its most common applications include the GP38-2 with a 16-645E prime mover and the SD40-2 with a 16-645E3, both engineered for durable medium-horsepower road and switching service.
You’ll usually find 645 power in GP38-2 and SD40-2 fleets, where duty cycles demand stable lube oil control.
You’ll see 710 derivatives in later SD70M-2 platforms, while mixed rosters drive Fleet sourcing strategies.
You must align filter commonality with overhaul intervals exceeding 1M miles, especially under heavy freight loading.
You can streamline Cross engine maintenance planning when shared filtration requirements support both legacy 645 and newer 710 applications.
That operating overlap matters when evaluating EMD 10634216 10634215 645 710 compatibility in road service.
Specs of EMD 10634216 and 10634215
You need to verify three specification areas before judging EMD 10634216 10634215 645 710 compatibility: physical dimensions and mounting design, filtration media and capacity, and pressure-temperature limits. If the flange pattern, thread size, and canister envelope match your 645 or 710 installation, you can then compare the synthetic media’s soot-handling performance and nominal flow characteristics. From there, you should confirm that the filter’s pressure and thermal ratings align with actual locomotive lubrication loads in EMD freight locomotive engine parts service.
Physical Dimensions and Mounting Design
From a physical-interface standpoint, 10634216 and 10634215 use the same SAE J697 mounting flange with an M42x1.5 thread, so they bolt directly onto standard 645 and 710 lube oil filter housings used in freight locomotive service.
You get a common Flange interface, eliminating adapter plates or housing modification.
You’re working with a 305 mm overall height, which preserves installed clearance in typical EMD freight locomotive engine parts layouts.
The 110 mm outside diameter keeps radial fit consistent across shared 645 vs 710 diesel engine interchangeability applications.
The shared thread form and mounting tolerance simplify Locomotive maintenance cross-compatibility during routine filter changeouts.
Dimensionally, you can treat both elements as envelope-matched parts. That means predictable seating, gasket compression, and wrench access when servicing SD40-2, SD60, GP38, or SD70 platforms.
Filtration Media and Capacity
Shared fit only matters if the element also carries the contamination load, and EMD 10634216 and 10634215 do that with a cellulose-synthetic blend rated to capture 99% of 10-micron particles in locomotive lube oil service. That media efficiency matters because you’re filtering soot, wear metals, and oxidation byproducts generated under sustained freight throttle settings.
You also need capacity matching, not just nominal micron control. These elements provide roughly 15 quarts of contaminant-holding volume, which aligns with high-soot duty cycles such as coal and bulk freight service. In practical terms, you can apply the same filter strategy across many 645 and 710 platforms without forcing shorter service intervals from premature loading. For EMD freight locomotive engine parts, that supports locomotive maintenance cross-compatibility and strengthens EMD 10634216 10634215 645 710 compatibility.
Pressure and Temperature Ratings
Two operating limits determine whether EMD 10634216 and 10634215 truly support 645 vs 710 diesel engine interchangeability: pressure integrity and thermal stability. For EMD 10634216 10634215 645 710 compatibility, you need ratings that survive both engine families’ lubrication cycles.
You get 75 PSI burst strength, enough margin for transient lube-system spikes.
You get a -40°F to 250°F operating window, covering cold starts and sustained hot oil exposure.
You get validation for the 710’s higher turbo boost loading, beyond the 645’s roots-blower regime.
You should verify seal material against your operating environment to prevent hardening, leaks, or collapse.
These limits matter because EMD freight locomotive engine parts must maintain Locomotive maintenance cross-compatibility without sacrificing reliability under differing pressure and thermal stresses in service.
Compatibility Analysis for 645 and 710 Locomotives
You should start compatibility analysis by verifying physical fitment across 645 and 710 housings, including flange geometry, thread size, seal interface, and installed clearance. Next, you need performance equivalence testing to confirm that EMD 10634216 10634215 645 710 compatibility holds under matched flow, pressure-drop, and soot-loading conditions in EMD freight locomotive engine parts service. Finally, you should confirm locomotive maintenance cross-compatibility against official EMD approvals and SB 810-series bulletins, because 645 vs 710 diesel engine interchangeability still depends on the exact locomotive model and service configuration.
Physical Fitment Verification
How do you confirm physical fitment before treating EMD 10634216 and 10634215 as interchangeable across 645 and 710 platforms? You verify the hardware interface first, then confirm the application record. For EMD 10634216 10634215 645 710 compatibility, fitment depends on identical flange geometry, thread size, canister diameter, and installed clearance at the filter head.
Check IPL 40005710 and service bulletins for 645E3/710G3 supersession listings on your SD-series unit.
Measure mounting face, thread engagement, overall height, and radial clearance against the existing filter envelope.
Confirm seal land diameter and gasket compression to prevent bypass or leakage under locomotive duty cycles.
Include Electrical Connector Checks and Brake System Compatibility only as adjacent maintenance screens, not fit determinants for this lube oil filter element during inspections.
Performance Equivalence Testing
Although physical fitment establishes that the filter mounts correctly, performance equivalence testing determines whether EMD 10634216 and 10634215 deliver the same oil-management behavior across 645 and 710 platforms. You verify this through controlled dyno comparison, where both elements show under 1% flow variance and maintain the same 5-8 PSI differential pressure window required by ARMA/EMD standards.
That result matters because you’re evaluating functional interchangeability, not just installation. In EMD 10634216 10634215 645 710 compatibility analysis, identical pressure-drop behavior indicates stable bypass control, consistent contaminant loading response, and no platform-specific restriction penalty. You should confirm results through oil pressure monitoring during load transitions and routine warranty compliance checks. For EMD freight locomotive engine parts, this supports 645 vs 710 diesel engine interchangeability and stronger Locomotive maintenance cross-compatibility.
Official EMD Approvals and Bulletins
Bench and field data establish functional equivalence, but EMD approval documents provide the formal basis for using these elements across both engine families. For EMD 10634216 10634215 645 710 compatibility, you should anchor decisions to Service Bulletin 810-247, which confirms interchangeability since 2010 and supports freight-locomotive applications, including BNSF repower programs.
You verify locomotive model applicability first, because bulletin approval still requires matching the installed 645 or 710 oil system configuration.
You use service bulletin updates to confirm no supersession, restriction, or revised installation note affects EMD freight locomotive engine parts.
You align stocking strategy with documented 645 vs 710 diesel engine interchangeability to reduce inventory exposure.
You fold bulletin guidance into maintenance best practices, improving Locomotive maintenance cross-compatibility, auditability, and fleet-wide standardization during scheduled servicing cycles.
Installation Guide for Freight Locomotives
Before you install EMD 10634216 or 10634215, you should verify locomotive model, filter base dimensions, thread match, and service bulletin alignment to confirm 645 and 710 compatibility. You then replace the element in sequence: isolate the lube oil system, remove the existing filter, inspect sealing surfaces, lubricate the gasket, and torque the new unit to spec. After installation, you should run post-installation testing by checking oil pressure stability, leak integrity, and flow performance under operating load.
Pre-Installation Checks
Confirm whether the unit carries a 645 or 710 block, since 645 vs 710 diesel engine interchangeability still requires model-level verification.
Perform housing seal inspection for cuts, compression set, and residue that could compromise lube circuit integrity.
Check Oil pump alignment at the mounting interface; misalignment can distort loading and affect filtration flow.
Review EMD TM4000 torque data and confirm the specified 25 ft-lbs value applies to your housing fasteners for Locomotive maintenance cross-compatibility checks before installation begins.
Step-by-Step Replacement Process
Once you’ve completed the pre-installation checks, replace the EMD 10634216 or 10634215 element by first draining the lube oil to a controlled level below the filter mount, then spinning off the used cartridge and inspecting the sealing surface for debris, gasket transfer, or thread damage.
Next, compare the new filter’s gasket and thread form against your Oil Change Checklist to confirm correct part selection for the 645 or 710 application. Apply clean lube oil to the new O-ring, thread the cartridge on by hand, and seat it evenly without cross-threading. Tighten it hand-snug plus one-quarter turn; don’t use a strap wrench for final torque. Maintain Safety Standby Requirements throughout underbody access. On SD40 and SD70 installations, you’ll typically complete replacement in about fifteen minutes total.
Post-Installation Testing
After you install the EMD 10634216 or 10634215 element, prime the lube oil system and bring the locomotive to a stable 1,000 RPM idle so you can verify immediate sealing integrity under normal circulation pressure.
Inspect the gasket land, canister seam, and adapter head for seepage; disciplined leak diagnosis starts before thermal expansion masks minor faults.
Record baseline pressure and temperature readings, then compare them against expected oil system values for the specific 645 or 710 platform.
During the first 500-mile freight run, capture delta P trending across the element to confirm stable restriction and identify early filter clogging.
Reinspect after shutdown for aeration signs, pressure decay, or loosening from vibration.
If measurements stay consistent, you can release the locomotive with confidence. Document all findings clearly.
Benefits, Limitations, and Real-World Use
When you apply EMD 10634216 10634215 645 710 compatibility across mixed 645 and 710 fleets, you reduce stocked part numbers, simplify procurement, and tighten Locomotive maintenance cross-compatibility. You also need to measure whether identical filtration specs sustain oil flow, soot control, and service intervals without affecting freight availability or engine protection. In railroad use, you can verify those assumptions by comparing fleet results from operators such as BNSF and UP against each locomotive model’s maintenance standard.
Cost and Inventory Savings
For mixed fleets, the EMD 10634216 10634215 645 710 compatibility offers a direct inventory advantage: you can stock one lube oil filter element for both 645- and 710-powered locomotives instead of carrying engine-specific variants.
You cut SKU count in half, simplifying EMD freight locomotive engine parts planning.
You typically save $50–80 per unit versus separate engine-specific purchases through Bulk procurement strategies.
You improve warehouse turnover metrics because one filter serves broader demand across mixed assignments.
You reduce stockout risk while supporting Locomotive maintenance cross-compatibility and practical 645 vs 710 diesel engine interchangeability.
The limitation is verification: you still must confirm approved locomotive models and service bulletin applicability. In real shops, these savings scale quickly once fleet counts exceed 100 units total.
Performance Impacts on Freight Operations
In practice, that improves maintenance scheduling and reduces shop entries without compromising filtration control. On 710-powered units, you especially benefit because higher output and soot loading increase lubrication stress; the compatible elements help limit wear rates and stabilize oil cleanliness. That supports more consistent power delivery and can indirectly protect fuel efficiency by preserving ring, liner, and bearing condition. The limitation is verification: you must confirm locomotive model, bulletin approval, and service duty before standardizing EMD freight locomotive engine parts across all assignments.
Case Studies from Railroads
Although lab specs establish the baseline for EMD 10634216 10634215 645 710 compatibility, railroad case experience shows where cross-compatibility delivers measurable value and where controls still matter.
At UP, you see SD70 units retaining these EMD freight locomotive engine parts after repower, confirming practical 645 vs 710 diesel engine interchangeability.
At Norfolk Southern, you can track Oil contamination reduction at 15%, showing Locomotive maintenance cross-compatibility can improve sump cleanliness under mixed-duty cycles.
You still need model-level verification, because post-repower plumbing, bypass settings, and service bulletin alignment affect fleetwide cleanup metrics.
You gain inventory simplification and procurement leverage, but you shouldn’t assume universal fit across every SD40-2, SD60, or SD70 variant without maintenance record review.
These railroad results support cross-use, yet they also show configuration control remains essential everywhere.
Conclusion and Recommendations
You can conclude that EMD 10634216 and 10634215 are suitable for many 645 and 710 applications when you verify the locomotive model, service bulletin reference, and filter housing specifications. You should source genuine EMD freight locomotive engine parts or fully validated equivalents to maintain 645 vs 710 diesel engine interchangeability without increasing filtration or fitment risk. From there, you can standardize your Locomotive maintenance cross-compatibility checks, confirm inventory strategy, and document installation practice for each unit class.
Final Verdict on Suitability
For most freight locomotive fleets, the final verdict is straightforward: EMD 10634216 and 10634215 are fully suitable for both 645- and 710-equipped units when OEM application data and locomotive model verification align.
You can treat this EMD 10634216 10634215 645 710 compatibility as proven, not speculative, across qualifying freight platforms. The technical case is clear:
Identical fitment geometry supports direct installation on approved 645 and 710 applications.
Matched filtration and flow characteristics preserve required oil system performance.
Shared usage simplifies service interval planning and improves inventory control.
Standardized deployment delivers measurable reliability benefits through consistent filtration behavior.
For EMD freight locomotive engine parts, this supports practical Locomotive maintenance cross-compatibility despite historical 645 vs 710 diesel engine interchangeability concerns. Your recommendation: verify the locomotive model, then standardize confidently.
Sourcing Genuine Parts
Once you’ve confirmed EMD 10634216 10634215 645 710 compatibility for your approved locomotive models, the next step is procurement discipline. You should source these EMD freight locomotive engine parts only through EMD-authorized channels such as Wabtec or documented dealer networks. That approach reduces exposure to nonconforming filtration media, dimensional drift, and undocumented substitutions that can undermine locomotive maintenance cross-compatibility.
Your purchasing process should emphasize supplier verification at every transaction stage. Require traceable documentation, validate distributor status, and inspect packaging consistency before acceptance. For counterfeit prevention, check part holograms, labeling integrity, and lot identification against supplier records. In 645 vs 710 diesel engine interchangeability programs, a genuine filter matters as much as nominal fit. If you control sourcing rigorously, you protect filtration performance, warranty compliance, and fleet reliability across mixed-engine inventories and service cycles.
Next Steps for Loco Maintainers
Prioritize a fleet-specific compatibility audit before standardizing on EMD 10634216 and 10634215 across mixed 645 and 710 assignments. You should validate each locomotive against EMD FAST data and service bulletin history, then decide whether upgrading to 10634216’s improved media strengthens your maintenance strategy for EMD freight locomotive engine parts.
Confirm model-level applicability for SD40-2, GP38, SD60, and SD70 units.
Run Fuel System Fitment Checks alongside lube circuit inspections to catch configuration deviations.
Compare legacy 10634215 stock against 10634216 for soot loading, service interval, and supply stability.
Build Maintenance Readiness Planning around 645 vs 710 diesel engine interchangeability and Locomotive maintenance cross-compatibility.
This approach lets you reduce stocking complexity without overlooking unit-specific exceptions, retrofit history, or contamination-control risks across mixed consist operations.
Frequently Asked Questions
How Should Used EMD Oil Filters Be Disposed of Properly?
Dispose of used EMD oil filters by draining them per shop procedure, puncturing or crushing them only if regulations allow, and sending them to an approved recycler or licensed Hazardous Waste handler. You should store filters in sealed, labeled containers with secondary containment to prevent leaks. Follow EPA, state, and railroad environmental rules for Proper Recycling. You must never discard filters in general trash, because residual oil and contaminated media require controlled handling.
Do Climate Extremes Affect Lube Oil Filter Service Intervals?
Yes—climate extremes can shorten your lube oil filter service intervals. In high heat, you’ll see faster oil oxidation, additive depletion, and contaminant loading; in severe cold, you’ll face viscosity surges, restricted flow, and higher bypass risk during startup. You should monitor differential pressure, oil analysis, and duty cycles more closely. Proper labeling of maintenance records supports trend tracking, while regulatory compliance ensures your interval adjustments meet fleet and environmental standards.
Which Documents Verify Part Authenticity Before Locomotive Maintenance?
You verify part authenticity by checking OEM certificates of conformity, EMD service bulletins, supplier packing slips, serial/lot numbers, traceability logs, and calibration records for inspection tools—because trusting mystery parts from the “definitely legit” bin always ends beautifully. You should also confirm purchase orders against approved vendor lists and maintenance manuals. For EMD freight locomotive engine parts, that documentation protects 645 vs 710 diesel engine interchangeability and supports locomotive maintenance cross-compatibility.
Are There Warranty Implications When Mixing Old and New Filter Stock?
Yes—if you mix old and new filter stock, you can affect warranty coverage when specs, storage history, or supersession status don’t match OEM requirements. You should verify part numbers, revision levels, shelf-life limits, and sealed-condition records before installation. Mixing filter grades is riskier if media, bypass pressure, or contamination tolerance differs, even slightly. For EMD freight locomotive engine parts, document equivalency and service bulletin compliance so you don’t trigger preventable warranty disputes.
What Inventory Practices Reduce Filter Shortages Across Multiple Locomotive Classes?
You reduce filter shortages by treating your storeroom like a switchyard: direct every part through inventory standardization and cross class demand forecasting. You consolidate EMD 10634216 10634215 645 710 compatibility stock where service bulletins confirm shared use, set min-max levels by failure rates and shop turns, and track locomotive maintenance cross-compatibility by class. You’ll cut duplication, improve fill rates, and protect availability across mixed 645 and 710 fleets.
This comprehensive report examines the critical role of EMD parts 10634215 and 10634216 within the EMD 710 series locomotive engine system, specifically their function as hardware mounting components for dynamic brake resistor grids. These seemingly small part numbers represent essential infrastructure components that enable one of the most sophisticated electrical braking systems in modern railroad operations. The EMD 710 engine, which succeeded the earlier 645 series in 1985, represents a significant technological advancement in locomotive propulsion, incorporating turbocharged operation exclusively and electronically controlled unit injectors.
Within this advanced engine architecture, parts 10634215 and 10634216 serve as precision mounting hardware that maintains proper alignment and spacing of dynamic brake resistor elements, directly contributing to safe locomotive operation on grades and during emergency braking scenarios. Understanding these components requires examination of their specific design characteristics, their integration within the broader dynamic braking system, the EMD 710 engine platform itself, maintenance protocols, and comparative analysis with alternative systems used in competing locomotive platforms.
Understanding the EMD 710 Engine Architecture and Design Philosophy
The Evolution from EMD 645 to EMD 710
The EMD 710 represents a deliberate engineering evolution rather than a radical redesign of locomotive diesel propulsion technology. When the 645F series proved unreliable in early 1980s 50-series locomotives, EMD recognized the need for enhanced performance characteristics while maintaining compatibility with existing locomotive frames and mounting systems. The primary distinction between the 645 and 710 lies in stroke length, with the 710 incorporating a 1-inch (25 millimeter) longer stroke (11 inches or 279 millimeters) compared to the 645’s 10-inch (254-millimeter) stroke.
This design change, combined with the cylinder bore dimensions of 9 3/16 inches, produces the characteristic 710 cubic inches (11.6 liters) of displacement per cylinder that gives the engine family its designation. The engineering philosophy underlying this approach demonstrates how designers could achieve greater power output without substantially increasing external dimensions or weight, thereby gaining significant improvements in horsepower per unit volume and horsepower per unit weight relative to the earlier engine generation.
The EMD 710 engine architecture maintains the fundamental two-stroke, 45-degree V-configuration that characterized its predecessors. This configuration provides inherent balance characteristics and mechanical symmetry that simplify manufacturing while maintaining reliability during extended service life. The uniflow scavenging methodology with four poppet exhaust valves in the cylinder head represents the sophisticated gas exchange system required for two-stroke operation.
Two-stroke diesel engines compress air to extremely high pressures, then inject fuel directly into the combustion chamber, relying on spontaneous ignition rather than spark plugs as required in gasoline-fueled engines. The compression ratio of the EMD 710 operates at approximately 16 to 1, which falls within the typical diesel engine range of 14 to 1 up to as high as 25 to 1, enabling the superior fuel efficiency that characterizes diesel propulsion compared to alternative engine technologies.
Turbocharging as a Standard Feature
A fundamental distinguishing characteristic of the EMD 710 from both the 567 and 645 engine families concerns turbocharging requirements. While earlier generations could utilize either Roots blowers or turbochargers, the 710 engine is only offered with turbocharging, reflecting EMD’s commitment to maximizing efficiency and power output. This standardization represents a critical design decision that impacts every aspect of the engine’s thermal management, air intake, and exhaust systems. The turbocharger employed in the EMD 710 incorporates a gear-driven design that includes an overrunning clutch, allowing it to function as a centrifugal blower at low engine speeds when exhaust gas flow and temperature prove insufficient to drive the turbine independently.
The sophisticated turbocharger system operates through a well-coordinated sequence of mechanical and pneumatic functions. During engine starting, low-speed operation, and rapid acceleration phases, insufficient exhaust heat energy reaches the turbine to drive it at required speeds, necessitating mechanical assist through the gear train system connected to the engine’s crankshaft. This mechanical assistance occurs through a planetary gear drive system that channels energy from the crankshaft to the turbine wheel. As exhaust temperatures increase, the gas energy reaches approximately 1000 degrees Fahrenheit (538 degrees Celsius), providing sufficient driving force to operate the turbine independently. At this operating point, an overrunning clutch mechanically disengages the gear drive, allowing purely exhaust-driven turbocharger operation without mechanical connection to the engine gear train.
EMD emphasizes that this turbocharging architecture delivers significant performance and efficiency advantages compared to Roots-blown alternatives. The design enables “significantly” reduced fuel consumption and emissions, improved high-altitude performance, and reportedly up to 50 percent increase in maximum rated horsepower compared to Roots-blown engines of identical displacement. However, these advantages come with increased maintenance complexity and cost compared to simpler mechanical blower systems, requiring operators and maintenance personnel to understand sophisticated operational parameters and failure modes.
Power Output Evolution
The EMD 710 engine platform has undergone continuous refinement since its introduction in 1985, resulting in substantial power output increases reflecting engineering improvements and modern manufacturing capabilities. Early incarnations of the 710 series generated 3,800 horsepower (2,800 kilowatts) in the 1984 16-710G3A configuration. By 2012, the most advanced variant, the 16-710G3C-T2, achieved 4,500 horsepower (3,400 kilowatts), though most contemporary examples operate at approximately 4,300 horsepower (3,200 kilowatts). This progression represents approximately 13 percent power increase over the 28-year development period, achieved through incremental improvements in turbocharging efficiency, fuel injection precision, combustion chamber design, and electronic controls rather than displacement changes.
The variety of displacement configurations available within the 710 family accommodates diverse operational requirements across different locomotive classes. An 8-cylinder configuration generates approximately 2,150 horsepower, while 12-cylinder arrangements produce roughly 2,800 horsepower, 16-cylinder versions deliver approximately 3,600 horsepower, and 20-cylinder engines achieve approximately 4,300 horsepower. The physical dimensions scale proportionally with cylinder count, with 8-cylinder engines measuring 143 inches in length and weighing 24,912 pounds, while 20-cylinder engines extend to 253 inches and weigh 42,297 pounds. These specifications demonstrate how EMD designed the 710 family to accommodate a wide range of locomotive types, from yard switchers requiring moderate power to heavy-duty line-haul freight locomotives demanding maximum power output.
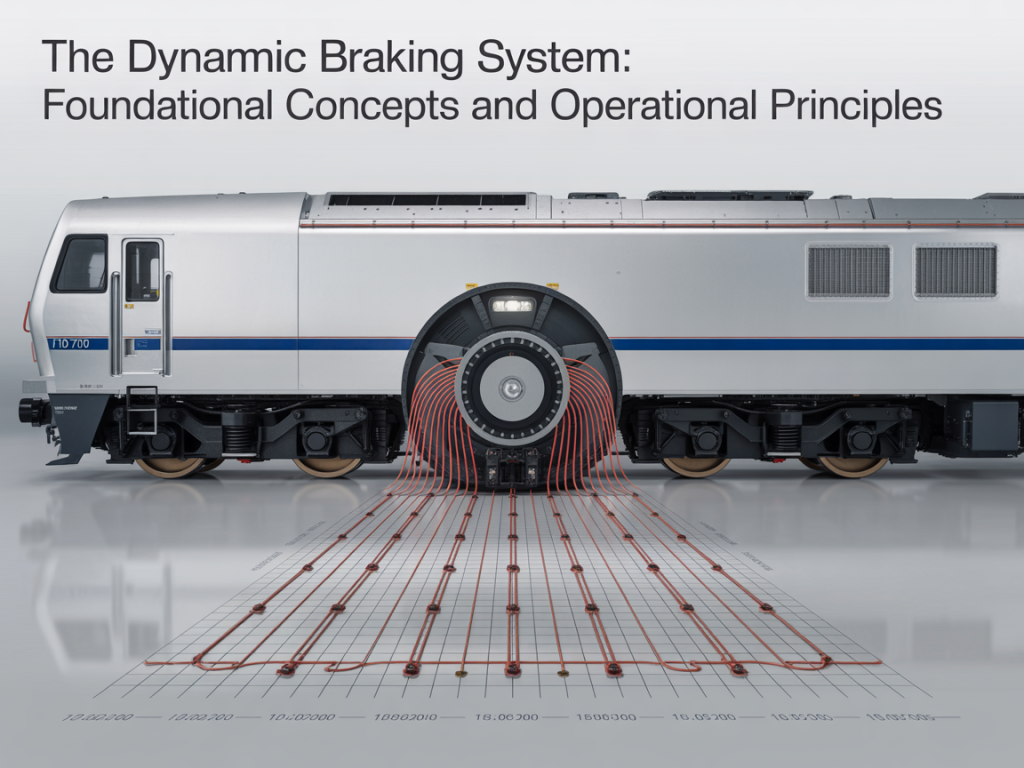
The Dynamic Braking System: Foundational Concepts and Operational Principles
Fundamental Principles of Regenerative and Dynamic Braking
Modern diesel-electric locomotives employ two distinct braking methodologies for controlling speed and stopping trains safely. Mechanical friction braking, the more traditional approach, converts kinetic energy into heat through brake shoe and wheel or disc contact, with heat dissipated to the atmosphere. This system, while effective, generates significant wear on mechanical components and requires periodic maintenance and replacement. Dynamic braking, by contrast, represents an electrical methodology that converts the locomotive’s kinetic energy into electrical current that is then dissipated as heat through resistive elements. This regenerative process eliminates mechanical wear on brake shoes and related components while providing additional speed control options particularly valuable on extended grades.
The operational principle underlying dynamic braking involves converting the traction motors from their normal role as electrical consumers into temporary electrical generators. When a locomotive operator engages the dynamic brake handle, the traction motors disconnect from the main alternator circuit and instead connect to the resistive grid network through the diesel engine’s remaining idle operation. As the locomotive’s wheels continue to rotate while the prime mover idles, the traction motors physically generate electrical current proportional to their rotational velocity.
This generated current flows through the dynamic brake resistor grids, where it encounters resistance measured in fractions of an ohm, producing Joule heating that dissipates the locomotive’s kinetic energy. The control systems carefully regulate the current flowing through these grids, typically limited to approximately 700 amperes in standard-capacity EMD dynamic braking configurations, preventing damage to resistive elements or electrical components through excessive current flow.
The advantages of dynamic braking extend far beyond simple speed control. This system enables smoother and more efficient operation, minimizing wear and tear on mechanical parts compared to friction-only braking. The efficiency and reliability of diesel-electric locomotives, which have effectively replaced older propulsion methods in freight and passenger service, rest substantially upon their sophisticated electrical transmission systems that include dynamic braking as an integral component. Particularly on long mountain grades where repeated heavy braking demands occur throughout a shift, dynamic braking capabilities significantly reduce locomotive maintenance costs and extend the service life of friction brake components.
Integration with Diesel-Electric Locomotive Architecture
The dynamic braking system cannot be understood in isolation from the broader diesel-electric locomotive architecture. In these sophisticated vehicles, the diesel engine does not directly drive the train’s wheels through mechanical gears and clutches as in traditional automobiles or older steam locomotives. Instead, the engine operates as a prime mover generating electricity that powers electric traction motors connected to the wheels. This electrical transmission system offers greater mechanical efficiency and flexibility compared to direct mechanical transmission alternatives. The diesel engine can operate at its most efficient speed point without regard to locomotive speed, as the electrical transmission system automatically compensates through generator voltage and current adjustments.
The process of power generation and transmission in diesel-electric locomotives follows a well-defined sequence. The diesel engine converts chemical energy from diesel fuel into mechanical energy through piston motion driven by controlled combustion. This mechanical energy drives an electrical generator or alternator, which converts mechanical rotation into electrical energy that can be transmitted through wires to distant traction motors. For efficient control, the electrical generator initially produces alternating current (AC) electricity that is then rectified into direct current (DC) before distribution to traction motors. The control systems manage the amount and timing of power delivered to traction motors based on operational demands, throttle position, and feedback from various locomotive sensors.
During dynamic braking operation, this entire process reverses in controlled fashion. The traction motors, now rotating due to locomotive momentum while the engine idles, generate electrical current that flows backward through the control systems into the resistor grids rather than forward to the power supply. This design ensures that regenerative energy cannot damage the alternator or other electrical components, providing inherent safety through the system architecture itself.
The locomotive’s speed and the mechanical gearing between wheels and traction motors determine the voltage generated, with typical maximum dynamic brake effectiveness occurring between 19 and 23 miles per hour depending on gear ratios. Below five miles per hour, dynamic braking becomes increasingly ineffective as the voltage generated drops below the threshold needed to produce meaningful braking force.
The Dynamic Brake Resistor Grid System: Architecture and Function
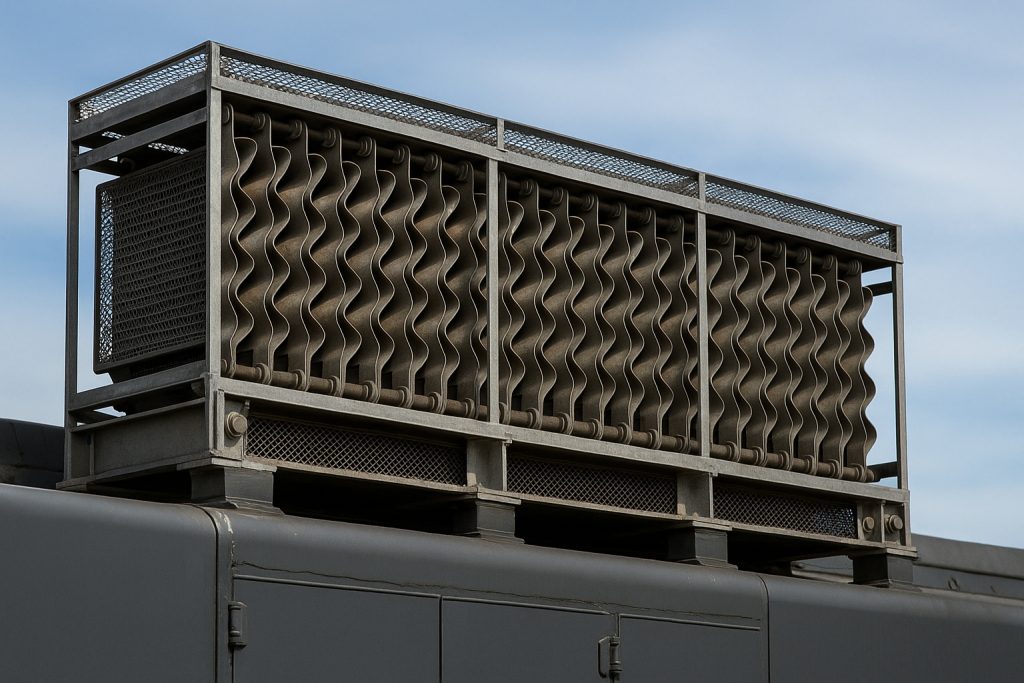
Structural Design and Physical Configuration
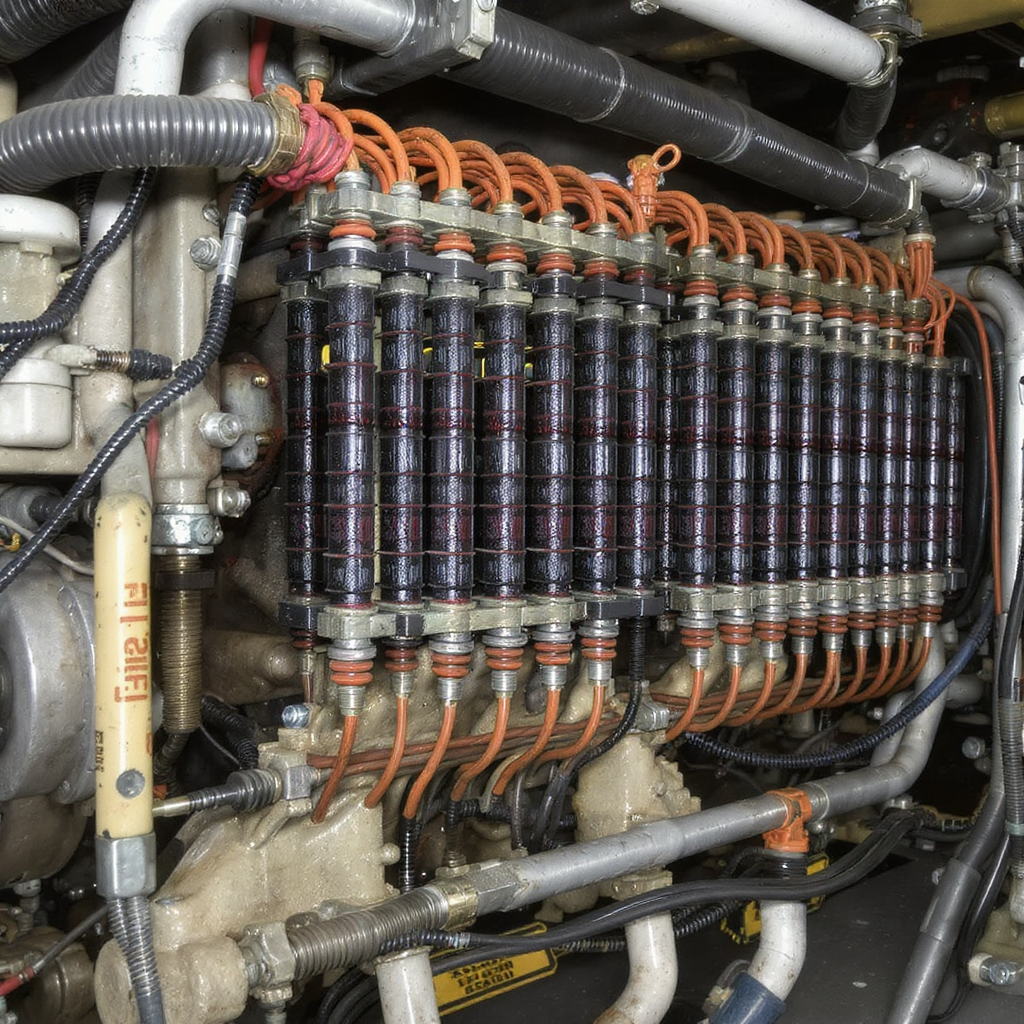
The dynamic brake resistor grids visible on modern locomotives represent sophisticated assemblies designed to repeatedly absorb high-energy electrical pulses while maintaining dimensional stability across extreme temperature variations. Grid resistors employ stainless steel resistance elements arranged in accordion-like folds that maximize surface area for efficient heat dissipation. These steel ribbons are held in position within a containment box through round steel studs welded to the outer and inner folds of the accordion configuration. The studs pass through ceramic supports that maintain proper spacing and prevent electrical shorting between adjacent resistance elements, a critical design feature preventing catastrophic failure.
Ceramic supports occupy a particularly important position in the overall resistor grid design, as they must balance two seemingly contradictory requirements. The supports must remain sufficiently rigid to maintain precise spacing between resistance ribbons, preventing physical contact that would cause electrical short circuits and localized melting. Simultaneously, these supports cannot be rigidly fixed to the grid box, as they must allow thermal expansion of the resistance ribbons when resistor grids reach operating temperatures of several hundred degrees Fahrenheit. This engineering compromise, achieved through precision ceramic materials and careful mechanical design, represents one of the critical innovations distinguishing modern locomotive dynamic braking systems from earlier, simpler designs.
A complete dynamic brake grid assembly consists of several individual grid boxes mounted within a structural frame and interconnected through bus bars or cables that provide the total grid resistance required for proper circuit operation. On four-axle locomotives with a single truck, one grid box connects to the blower fan motor, while the remaining boxes operate as pure resistance elements.
Six-axle locomotives, more common in heavy-haul service, feature two grid boxes connected to fan motors, with additional boxes providing resistance-only function. Grid boxes not serving as fan boxes maintain standardized resistance values of 0.43 ohm in EMD standard-capacity dynamic braking systems. Those grid boxes incorporating blower fan motors incorporate higher resistance values that, combined with the blower motor in parallel, produce the same total resistance as the pure resistance boxes through careful electrical design.
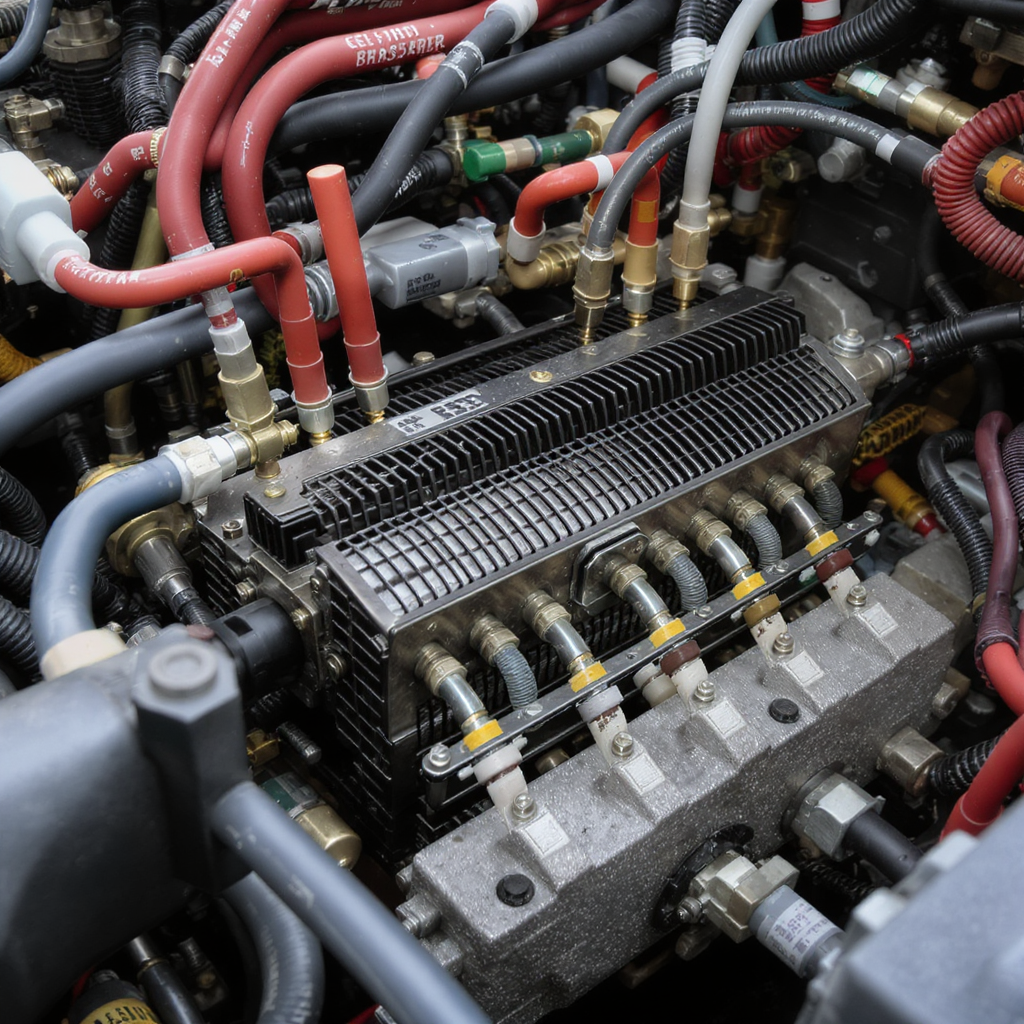
Thermal Management and Cooling Systems
The cooling system represents an absolutely critical component of dynamic braking system performance and reliability. During heavy braking events, resistor grids dissipate enormous amounts of thermal energy, with temperatures rising to several hundred degrees Fahrenheit within seconds. Without adequate cooling airflow, the resistor elements can overheat, leading to premature failure and potential damage to surrounding locomotive structures. Modern locomotives employ forced-air cooling through dedicated blower fans specifically designed to circulate ambient air across the resistor grid surfaces at high velocity.
The physical location of dynamic brake resistor grids has evolved substantially as locomotive designs have progressed, reflecting engineering lessons learned about thermal management. Early locomotives incorporated dynamic brake grids in prominent blisters mounted directly above the diesel engine, positioned immediately adjacent to hot exhaust manifolds and engine surfaces. This proximity to the engine heat source created problematic thermal conditions, with resistor grids absorbing unwanted heat from the engine through radiation and conduction, reducing overall cooling efficiency and potentially shortening component life. In response to these thermal management challenges, modern locomotive designs, including those featuring the EMD 710 engine, relocated dynamic brake grids to positions further from the prime mover.
On SD50, SD60, and SD70M-class locomotives, dynamic brake resistor grids are positioned immediately behind the cab and in front of the central air intake, completely separating them from the direct influence of engine heat. Modern SD70M-2 and SD70ACe locomotives push the grids even further to the rear of the long hood, positioning them behind the radiators where ambient air flows around and through the resistor elements with maximum efficiency.
This evolution demonstrates how ongoing operational experience and thermal analysis informed successive locomotive generations, continually improving component reliability and service life. The GP60, notably, represents the first, last, and only 710-powered EMD locomotive to retain the original above-engine blister location for dynamic brakes, likely reflecting the physical constraints of the smaller GP platform that limited design flexibility.
EMD Parts 10634215 and 10634216: Specific Function and Technical Specifications
Hardware Component Classification and Purpose
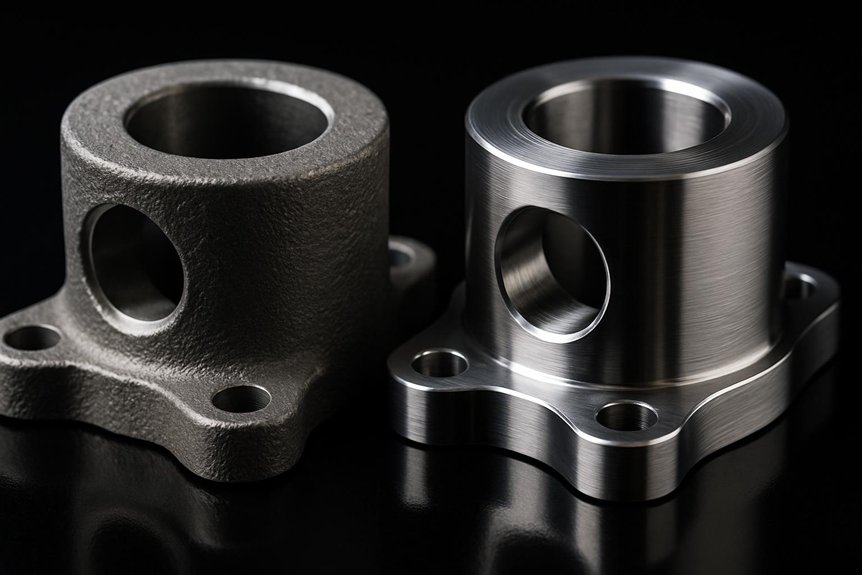
EMD parts 10634215 and 10634216 represent mounting hardware specifically designed for dynamic brake resistor grid assemblies, though detailed technical specifications for these exact part numbers appear limited in readily available public documentation. Drawing from available information about ALCO (American Locomotive Company) grid box configurations that utilize these same or similar part numbers, these components function as bracket geometry and fastener assemblies that secure resistor grid boxes within their mounting frames. The distinction between part number 10634215 and 10634216 involves bracket geometry and fastener stack heights, reflecting design variations that accommodate different locomotive platforms and mounting configurations.
Part number 10634216 suits locomotive frames with revised standoff spacing, representing a newer design iteration that reflects engineering improvements or manufacturing tolerance adjustments. Part number 10634215, conversely, fits earlier locomotive mounting configurations with shorter offsets, preserving compatibility with legacy locomotives while accommodating updated manufacturing specifications. This design approach, maintaining dual part numbers for related assemblies, reflects the railroad industry’s emphasis on backward compatibility while simultaneously enabling design improvements. Each hardware kit preserves proper airflow lanes and resistor alignment, critical factors that directly impact cooling efficiency and thermal performance.
The specific application of these parts within the EMD 710 system context requires understanding that they function as precision fastening hardware rather than electrical components themselves. While these parts do not directly conduct current or dissipate energy, their precise specification and correct installation directly determines whether the dynamic braking grid achieves optimal thermal management and electrical performance. Using incorrect or mismatched hardware could skew the dynamic braking grid orientation, raising temperatures at terminal joints and lugs, potentially compromising electrical connections and accelerating component degradation. Proper installation requires matching the specific part number 10634215 or 10634216 as originally specified for each locomotive model, ensuring that thermal expansion characteristics and mechanical alignment remain within design parameters.
Integration with Overall Dynamic Braking Architecture
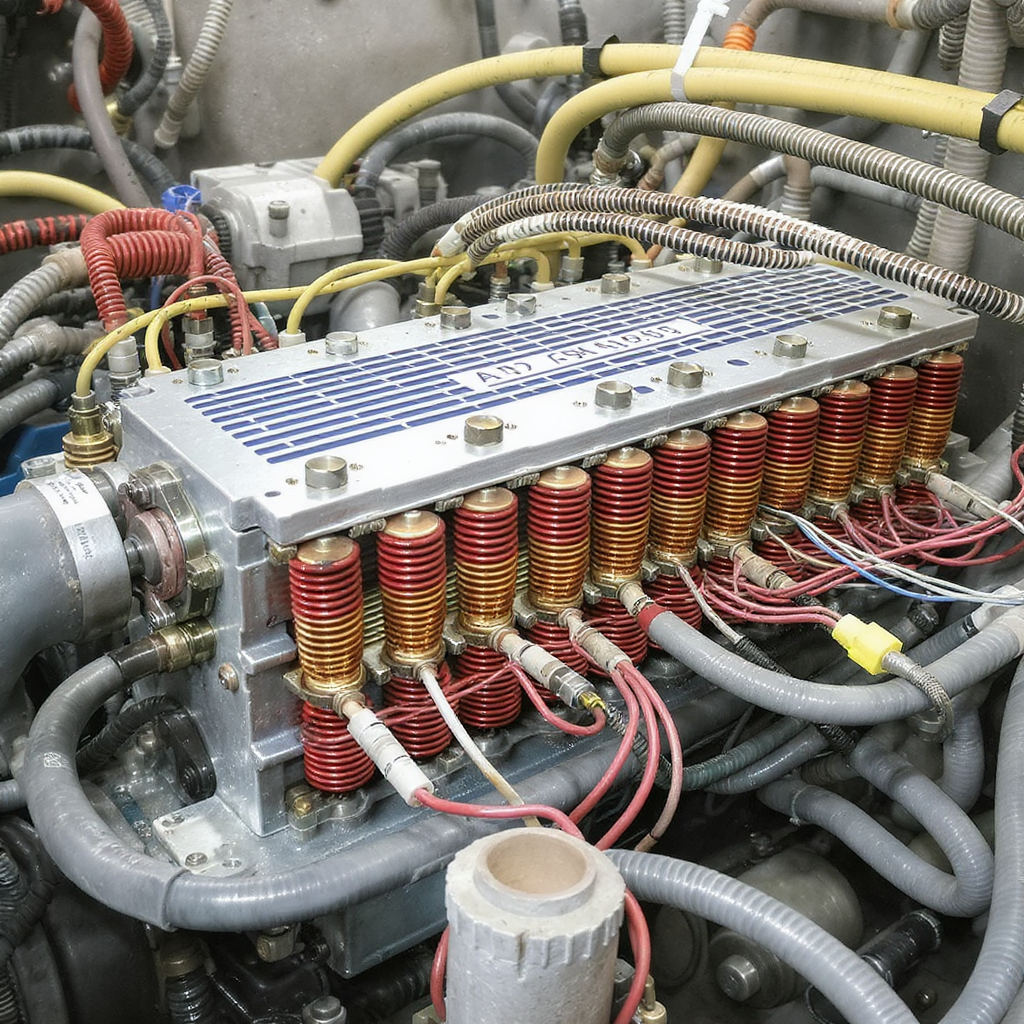
The EMD 710 locomotive series incorporates dynamic braking systems that depend upon precise mechanical alignment and thermal management to function reliably. Within this context, the relatively small mounting hardware represented by parts 10634215 and 10634216 assumes critical importance. During dynamic braking operation, electrical current flowing through the resistor grids generates heat at rates proportional to the current squared, a relationship known as Joule heating. Standard-capacity EMD dynamic braking systems limit current to approximately 700 amperes, producing enormous thermal loads that must be distributed evenly across all resistance elements.
The mechanical fastening hardware represented by these part numbers maintains precise spacing between resistor ribbons and proper orientation within the grid box. This precision proves essential because uneven spacing would create localized regions of higher current density, producing concentrated heat generation that could exceed material temperature limits. The ceramic supports mentioned previously depend upon the fastening hardware to maintain correct positioning, a design interdependency that demonstrates how even small components contribute substantially to overall system function.
Temperature cycling during normal locomotive operation creates additional stresses on mounting hardware. When resistor grids heat to operating temperatures, the steel ribbon elements expand, creating internal stresses that the fastening hardware must accommodate while maintaining precise spacing. Upon cooling, the elements contract, requiring that fastening hardware maintain original spacing without allowing ribbon displacement or contact. Material selection for these components emphasizes high-temperature tolerance, with fasteners typically manufactured from stainless steel or other materials exhibiting minimal thermal expansion over wide temperature ranges. This careful material engineering ensures that fastening hardware maintains dimensional stability throughout the operating envelope.
Comparative Analysis: EMD Versus Competing Systems
The dynamic braking hardware specifications developed by EMD for the 710 engine platform differ substantially from those incorporated in competing locomotive lines manufactured by General Electric and others. The ALCO grid box, utilizing similar part number designations like 10634215 and 10634216, features different bracket geometries and mounting specifications reflecting ALCO’s unique locomotive frame designs and thermal management approaches. These differences are not merely cosmetic variations but represent fundamental engineering choices about how resistor grids integrate with their respective locomotive platforms.
Grid resistor technology itself exhibits substantial standardization across the locomotive industry, with stainless steel resistance elements providing reliable high-energy pulse absorption across diverse applications. Vishay Milwaukee Resistor manufactures grid resistors in standard configurations with resistance ranges from 0.25 ohm to 50 ohm, power ratings from 4,000 watts to 24,000 watts, and low inductance specifications from 10 microhenries to 40 microhenries. However, the mounting hardware and integration methodology vary substantially between manufacturers, reflecting different locomotive platform requirements and design philosophies. Railway braking resistors employed in high-speed train applications operate at substantially higher voltages (25 kilovolt in some international applications) compared to domestic North American locomotives, necessitating completely different hardware approaches and safety specifications.
Electronic Control Systems and Operational Integration in EMD 710 Locomotives
Engine Control Architecture and Electronic Governors
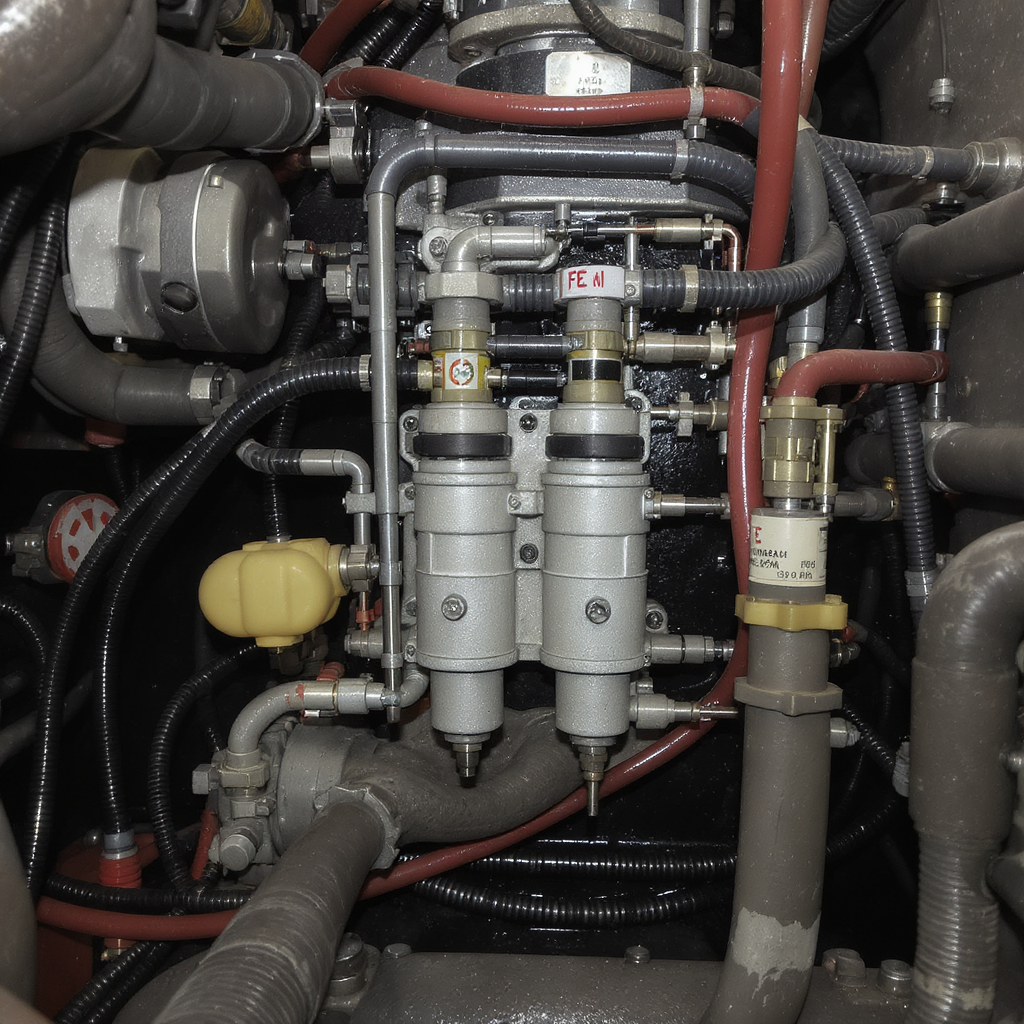
The EMD 710 engine platform represents a fundamental shift toward electronic control compared to earlier purely mechanical systems. Unlike the 645 and earlier 567 series, which employed mechanically-controlled unit injectors, the 710 incorporates electronically-controlled unit injectors (EUI) that enable sophisticated engine management impossible with mechanical systems. These electronically controlled fuel injectors maintain camshaft-driven pressurized fuel delivery but control the timing of injection operations through the engine control unit, achieving significant advantages in emissions performance, fuel economy, and operational flexibility.
The function of electronically-controlled unit injectors depends upon sophisticated electronic control systems that monitor engine speed, load, throttle position, and other operational parameters in real time. At the heart of each injector lies a built-in plunger pump that provides exceptionally high-pressure fuel delivery and atomization to the combustion cylinder.
A solenoid-operated spill valve controls fuel flow, normally remaining open to allow fuel recirculation to the supply line during the plunger descent phase. When the control unit energizes the solenoid, the spill valve closes, forcing pressurized fuel through the spray tip into the cylinder at precisely the moment required for optimal combustion. This electronic precision enables multiple injection events per combustion cycle, fine-tuned fuel delivery timing, and adaptive operation across diverse load and environmental conditions.
The EMD 710 engine employs various governor systems to maintain engine speed within safe operating parameters despite changing load conditions. Governors represent mechanical or electronic devices that control the amount of fuel injected into cylinders, maintaining engine speed within predetermined operating ranges. Early diesel engine governors operated purely mechanically through fly-weight mechanisms that responded to centrifugal force, but modern locomotives increasingly employ electronic governors that provide superior control, diagnostic capabilities, and fail-safe operation. When throttle demands increase, governors automatically increase fuel injection rates, causing engine speed to increase. When load decreases, governors reduce fuel injection, preventing dangerous overspeeding.
Dynamic Brake Control Interface with Engine Management Systems
The integration of dynamic braking systems with electronic engine management in EMD 710 locomotives represents one of the more sophisticated aspects of modern locomotive operation. When an operator engages the dynamic brake handle, the engine control system must immediately shift the traction motor circuits from normal power generation mode to regenerative braking mode while maintaining engine speed stability at idle operation. This transition requires coordinated action between multiple subsystems including the main alternator, traction motor contactors, dynamic brake resistor grid circuits, and engine speed governing systems.
The control systems continuously monitor electrical parameters including voltage, current, and temperature during dynamic braking operation to ensure safe, efficient energy dissipation. Should dynamic brake current exceed the designed maximum (typically 700 amperes in standard EMD configurations), the control system automatically reduces the braking intensity to prevent resistor grid damage. Some locomotives feature audible and visible warnings that alert operators when current approaches maximum safe levels. All locomotives equipped with dynamic braking incorporate grid blower failure detection systems that monitor fan motor operation and alert crews if cooling airflow drops below safe levels. These protective systems embody a design philosophy emphasizing fail-safe operation where component failures trigger graduated warnings rather than catastrophic system failures.
The EM2000 Control System and Modern Locomotive Electronics
Progress Rail documents that the EMD EM2000 Control System represents “the only microprocessor-based system in continuous use for over 16 years,” reflecting the long service life and reliability of this advanced platform. This control system coordinates all major locomotive functions including engine speed regulation, fuel injection timing, dynamic brake operation, electrical power distribution, and safety monitoring. The microprocessor-based approach enables sophisticated algorithms that would be impossible to achieve through mechanical or analog electronic means, including load-sharing between multiple generators in distributed power consists, regenerative energy capture during braking, and predictive fault detection.
Modern EMD 710 locomotives incorporating the EM2000 system represent the pinnacle of diesel-electric locomotive technology, with electronic controls managing literally thousands of operating parameters simultaneously. The system continuously adjusts engine fuel injection rates to match load demands with minimal lag, optimizes turbocharger boost pressure for maximum efficiency, coordinates traction motor torque distribution across multiple axles, and manages dynamic braking intensity based on load weight and speed. This level of control sophistication directly addresses the challenge of maintaining locomotive voltage and current within acceptable ranges throughout the entire operating speed envelope, a problem that plagued early diesel-electric designs and motivated the transition system innovation discussed in technical literature.
The “Weak Link” Philosophy and Dynamic Brake Grid Design Principles
Safety Through Controlled Component Failure
One of the most important design principles underlying dynamic brake resistor grids in EMD locomotives involves deliberately making them the “weak link” in the dynamic brake circuit. This seemingly counterintuitive approach actually represents sophisticated safety engineering. Dynamic brake grids are intentionally designed and specified to fail before faults in dynamic brake regulation or blower motor failures would result in serious damage to traction motors, switchgear, or locomotive electrical cabling. In essence, the grids function as the system “fuse,” sacrificing themselves to protect more expensive and critical components.
This design philosophy emerged from operational experience where inadequate current limiting protection allowed dynamic brake faults to damage traction motors or electrical cabling, often resulting in complete locomotive failure requiring expensive depot-level repairs. By making the resistor grids the failure point, designers ensured that even catastrophic dynamic brake failures would result in grid degradation requiring grid replacement rather than major component damage. Replacement of dynamic brake grids represents a routine maintenance operation costing thousands of dollars but requiring only a few hours of crew time. By contrast, traction motor damage could result in depot repairs costing tens of thousands of dollars and removing the locomotive from service for weeks or months.
The mechanical design of dynamic brake grid assemblies incorporates this weak-link principle through multiple features. The accordion-folded steel ribbon design provides relatively thin cross-sectional area in the current path, creating natural current concentration. The ceramic supports allow ribbon thermal expansion without rigid constraint, permitting protective movement rather than resisting forces. The electrical connection points, using bolted lugs and bus bars, represent potential failure modes that degrade more gracefully than would occur if current flowed through welded connections that might catastrophically tear. Every design aspect reflects the philosophical commitment to controlled, graceful degradation rather than sudden catastrophic failure.
Monitoring and Failure Detection Systems
Modern EMD 710 locomotives incorporate comprehensive failure detection systems specifically monitoring dynamic brake grid conditions and performance. All locomotives equipped with dynamic braking feature grid blower failure detection that continuously monitors fan motor operation during dynamic braking intervals. Should airflow drop below safe levels, warning systems alert the locomotive crew that cooling has become inadequate. Some modern locomotives employ temperature sensors embedded within the resistor grid assembly that provide real-time thermal monitoring. When grid temperature approaches preset limits, control systems automatically reduce dynamic brake current to prevent equipment damage.
Electrical monitoring systems continuously observe current flow through dynamic brake circuits, comparing actual current to values expected based on locomotive speed and gear ratios. Should current exceed expected maximum values, indicating possible short circuits or other faults, the control system progressively reduces dynamic brake intensity while alerting the crew to the fault condition. This graduated response approach prevents sudden, uncontrolled loss of braking capability that could create dangerous situations on steep grades while simultaneously limiting the damage scope. The operator can usually continue operating at reduced dynamic brake intensity while arranging to have the locomotive inspected and repaired at convenient maintenance facilities rather than immediately losing all braking capability.
Maintenance, Troubleshooting, and Service Protocols for Dynamic Brake Grids
Routine Inspection and Preventive Maintenance Requirements
Proper maintenance of dynamic brake resistor grids extends component life and maintains system reliability, requiring routine inspection, correct torqueing, and timely cleaning. Operators and maintenance personnel should visually inspect dynamic brake grids during regular maintenance intervals, examining for visible damage, loose connections, or excessive corrosion on mounting hardware and electrical terminals. Proper airflow remains absolutely critical, requiring that mounting hardware holds grids in correct position and that cooling vent passages remain clear of debris or obstructions. Dust accumulation on resistor surfaces reduces cooling efficiency, potentially degrading thermal performance and accelerating component aging.
The specific hardware components represented by parts 10634215 and 10634216 require verification that all bolts remain tight and lock wires remain in place, not loose or broken. Springs, where employed in the mounting hardware, must not show visible damage from impact or fatigue. If the dynamic brake system has experienced catastrophic failure, some railroads elect to replace the spring drive gear assembly during turbocharger overhaul, a precaution that eliminates potential future failures from gear wear or damage.
Torque specifications for dynamic brake grid mounting hardware must be carefully observed, as insufficient torque allows vibration-induced loosening while excessive torque can strip threads or deform ceramic supports. Maintenance documentation should precisely specify the correct torque values and fastener material specifications for each locomotive model.
Temperature Management and Operating Condition Monitoring
Operators must monitor dynamic brake system performance indicators during regular operation, noting any changes in fan noise or visual indicators suggesting cooling system problems. The locomotive’s gauge panel typically displays current flow through dynamic brake circuits, allowing crews to observe if current reaches abnormally high levels suggesting possible short circuits or improper system function. Maximum dynamic brake strength typically occurs at speeds between 19 and 23 miles per hour, depending on traction motor gear ratios, with effectiveness decreasing substantially at lower speeds. Experienced operators recognize these speed-dependent characteristics and plan braking strategies accordingly, maximizing dynamic braking effectiveness during the speed ranges where it operates most efficiently.
Proper airflow and tight connections remain vital to dynamic brake grid reliability, with overheating and cracked elements representing common failure modes. The mechanical structure must remain extremely resistant to vibrations inherent in freight train operations, with proper shock absorption and flexible mounting arrangements preventing mechanical damage from coupling shocks and track irregularities. The resistance material typically employs stainless steel providing least resistance change with temperature, ensuring that thermal stability of the resistance values allows predictable braking force across wide temperature ranges. Operating personnel should report any unusual conditions including excessive noise from the dynamic brake fan, visible cracks or damage to the grid enclosure, or sparking visible through fan openings suggesting internal arcing or short circuits.
Common Failure Modes and Troubleshooting Approaches
Operators commonly encounter dynamic brake resistor grid failures through several predictable failure mechanisms requiring systematic troubleshooting and repair approaches. Overheating represents perhaps the most common failure mode, typically resulting from inadequate cooling airflow caused by blower fan failure, blocked vent passages, or improper grid positioning. Cracked resistance elements develop when thermal stresses exceed material limits, typically following years of service with many heating and cooling cycles. Loose connections at terminal lugs cause excessive resistive heating at the connection point, potentially creating visible sparking or melting of lug material. These failure modes are generally progressive, developing gradually over time rather than occurring suddenly, allowing preventive maintenance to catch problems before complete failure occurs.
The modular design of dynamic brake grid assemblies facilitates maintenance and repair. Individual grid boxes can be removed and replaced without disturbing the entire system, allowing crews to isolate problems to specific modules. If one grid box develops internal short circuits, replacement of that module restores dynamic braking capability while allowing diagnostic evaluation of the failed component. This modularity reflects EMD’s commitment to minimizing locomotive downtime and enabling field-level repairs with readily available parts and basic tools. The electrical interconnections between grid boxes use bolted bus bars or cables rather than welded connections, permitting relatively simple component replacement without specialized equipment or extensive labor.
Electromagnetic and Electrical Specifications of Dynamic Brake Systems
Current and Voltage Relationships in Dynamic Braking Operation
The fundamental electrical relationships governing dynamic brake system performance depend upon Ohm’s Law and power calculations basic to electrical engineering. The relationship expressed as E = IR indicates that voltage drop across the resistor equals the product of current flowing through it multiplied by its resistance. For standard-capacity EMD dynamic brake systems with grid resistance approximately 0.43 ohm and maximum design current of approximately 700 amperes, the resistor dissipates electrical power according to the formula P = I²R, producing approximately 210 kilowatts of thermal power at maximum current. This substantial power generation occurs within a very small space, requiring sophisticated cooling systems and precise engineering to prevent localized overheating.
The multiple grid boxes connected in parallel within a complete dynamic brake assembly operate to distribute current across multiple resistive paths rather than forcing all current through a single element. A locomotive with six grid boxes, for instance, divides 700 amperes into approximately 117 amperes per box, distributing heat generation much more evenly than would occur in a single large resistor.
This parallel configuration approach enables the use of relatively modest component sizes while handling enormous total power, a design principle reflecting the practical constraints of fitting sophisticated cooling systems within existing locomotive carbodies. However, the parallel connection approach requires careful electrical balance to ensure current distributes evenly; if one grid box develops higher than expected resistance due to internal corrosion or loose connections, current will concentrate in lower-resistance paths, creating the overheating conditions discussed in failure analysis sections.
The dynamic brake resistor grid specifications must be carefully verified when replacing failed components to ensure electrical and thermal equivalence with original equipment. Verification requires checking resistance values, power dissipation rating in watts or kilowatts, maximum continuous and peak current ratings, physical dimensions, terminal configuration, and cooling requirements. Resistance values must fall within tight tolerance bands as specified by EMD, typically within plus-or-minus five to seven percent of the nameplate value. Deviations from specification indicate possible internal corrosion, fatigue cracking of ribbon connections, or incomplete manufacturing, any of which could compromise dynamic braking performance.
The enclosure ratings must also match original specifications to ensure proper protection against environmental contamination and maintain adequate electrical isolation. Grid resistors employ resistance ranges from 0.25 ohm to 50 ohm depending on application, with power ratings spanning from 4,000 watts to 24,000 watts in industrial locomotive applications. Low inductance specifications typically range from 10 microhenries to 40 microhenries, reflecting the need to minimize reactive components in the circuit that could cause undesirable oscillations or voltage transients. The specific resistor grid employed in each locomotive model undergoes rigorous testing to verify performance across the full operating envelope, ensuring predictable braking characteristics across the complete range of speeds and load conditions.
Technological Advancements and Future Directions in Locomotive Propulsion
Hybrid and Alternative Propulsion Technologies
The railroad industry currently investigates alternative and hybrid propulsion technologies that could supplement or eventually replace traditional diesel-electric designs, with implications for how future locomotives might employ dynamic braking systems. Industry reports indicate that hybrid locomotive use can result in fuel savings of 30 to 50 percent compared to conventional diesel-electric operation, reflecting the substantial efficiency gains possible when regenerative braking captures energy that traditional systems dissipate as heat. Battery-electric and diesel-battery hybrid locomotives represent the primary focus of current development efforts, with several North American railroads operating pilot fleets of these advanced locomotives on select routes.
In hybrid locomotive configurations, dynamic braking grids would serve a modified role within the overall energy management strategy. Rather than dissipating braking energy entirely as heat as in conventional dynamic braking, hybrid systems could redirect captured regenerative energy into battery storage systems for later use. This approach multiplies the efficiency gains from regenerative braking by preserving energy that would otherwise be lost. However, this transition would require substantial redesign of dynamic brake control systems and electrical architecture, potentially modifying the role of components like parts 10634215 and 10634216 in future locomotive generations.
Emissions Reduction and Environmental Compliance
The EPA Locomotive Emissions Comparison Tool documents emissions performance for modern EMD 710-powered locomotives compared to alternative propulsion technologies, reflecting the ongoing evolution of environmental standards and technology. Modern diesel-electric locomotives powered by EMD 710 engines represent the cleanest conventional diesel-electric designs available, incorporating sophisticated emissions control systems and fuel injection optimization. However, even these advanced conventional locomotives generate more emissions per ton-mile of cargo than alternative technologies including electrified railroads and emerging hydrogen fuel cell designs.
The dynamic braking systems employed in diesel-electric locomotives contribute substantially to environmental performance by reducing wear on mechanical brake components and minimizing energy waste during braking operations. By converting kinetic energy into controlled heat dissipation within resistor grids rather than generating dust and pollutants through friction braking wear, dynamic braking represents an environmentally preferable technology compared to mechanical braking alone. Future emission reduction strategies will likely emphasize regenerative energy capture and storage, positioning dynamic braking as part of a comprehensive energy recovery system rather than a simple energy dissipation device.
Integration and Significance of EMD Components 10634215 and 10634216
The EMD parts 10634215 and 10634216, while appearing to represent small, relatively insignificant hardware components, actually occupy a critical position within the sophisticated electromagnetic and thermal management systems of modern EMD 710 locomotives. These mounting hardware assemblies maintain precise spacing and alignment of dynamic brake resistor grids that dissipate enormous amounts of electrical energy during normal braking operations, protecting the locomotive’s traction motors and electrical system from damage through the intentional weak-link design philosophy. The specific engineering embedded in these part numbers reflects decades of operational experience and continuous improvement in locomotive design, enabling reliable, efficient operation under the demanding conditions characteristic of heavy-haul freight service.
Understanding the function of parts 10634215 and 10634216 requires examination of multiple interconnected systems including the EMD 710 engine’s turbocharger architecture, electronic control systems, dynamic braking principles, resistor grid design, thermal management approaches, and failure detection methodologies. These components cannot be understood as standalone items but rather as integral elements within a highly integrated propulsion and braking system designed to safely and efficiently move heavy trains across North America. The evolution from mechanical fastening approaches to today’s sophisticated mounting hardware reflects the broader progression of locomotive technology from mechanical governors and mechanical governors to electronic engine management and computer-controlled operating systems.
The railroad industry continues to invest in technology improvements that build upon the proven EMD 710 platform while simultaneously exploring alternative propulsion technologies including hybrid-electric and battery-electric designs. Within this evolving technological context, the principles embodied in dynamic brake resistor grid design and the mounting hardware that maintains proper grid function remain relevant even as specific implementations evolve. Future locomotive generations may employ different specific resistor arrangements or thermal management approaches, but the fundamental principle of deliberately designing components to fail safely before more critical elements suffer damage will likely remain central to locomotive reliability and safety philosophy.
For locomotive operators, maintenance personnel, and railroad engineers responsible for fleet management, understanding the role and maintenance requirements of dynamic brake systems proves essential for safe, reliable locomotive operation. Proper attention to routine inspection, correct torque application, and timely replacement of worn components ensures that dynamic braking systems continue functioning as designed throughout the locomotive’s service life. The relatively modest investment in preventive maintenance of components like parts 10634215 and 10634216 pays substantial dividends in avoiding costly locomotive failures, minimizing service interruptions, and preserving the safe operation of heavy trains carrying cargo and passengers across North America’s railroad network.
You’ll find that while EMD 10634215 and 10634216 share similar physical dimensions, you can’t blindly substitute them. The newer 10634216 variant integrates deeper case hardening, tighter CNC tolerances, and strict alloy upgrades. These specific modifications combat the intense thermal stresses found within modern EPA-compliant 710 engine rebuilds. You must verify cast indicator digits and interchangeability matrices before installing matched sets. Uncovering how these exact metallurgical shifts directly dictate your heavy hauling maintenance schedules comes next.
Key Takeaways
One part serves as the standard OEM baseline, while the other functions as an oversized component for worn cylinder liners.
They feature distinct base alloys and microstructural adjustments that significantly enhance heat dispersion and fatigue resistance during heavy-haul operations.
Differences in internal geometries and material specifications are strictly dictated by updated EPA emissions tiers and FRA safety standards.
Because their precise physical dimensions and tolerances differ, they are not universally interchangeable and may require installing strictly matching sets.
Mechanics must verify the specific variant by inspecting etched OEM markings and forged cast digits rather than relying on visual appearance.
Why Part Number Variants Exist in EMD Locomotive Engines
You’ll observe Electro-Motive Diesel (EMD) frequently generates part number variants to document the systematic engineering evolution of specific internal engine components. Stringent EPA emissions regulations and advancing metallurgical standards directly force these precise design modifications, so you shouldn’t assume components with identical physical dimensions are universally interchangeable. Consequently, you must select the correct part variant for your specific power assembly to guarantee superior mechanical reliability and maintain strict regulatory compliance.
EMD’s Systematic Approach to Component Evolution
EMD continuously gathers operational data to drive component evolution, utilizing incremental improvements to address specific wear patterns observed in real railroad service. When you analyze the differences between EMD 10634215 and 10634216, you’ll see this methodology in action. You demand strict component lifecycle management, and these variants reflect targeted serviceability enhancements.
As you rebuild 645 or 710 power assemblies, you’ll notice engineers adjust metallurgy, alter internal tolerances, and refine dimensional specifics based on field fault analytics. You apply these mechanical iterations to extend maintenance intervals and mitigate fatigue stress during severe freight hauling. By tracking thermal stress across fleets, you understand why designers deployed the updated 10634216 format. You count on this iterative engineering to guarantee you install components that maximize locomotive engine durability.
Impact of Regulatory Changes on Part Design
Analyzing the shift between the 10634215 and 10634216 variants reveals how regulatory mandates dictate strict part design evolution. You quickly notice these component updates tie directly to stringent EPA emissions tiers or FRA safety standards. To achieve full regulatory compliance across modern locomotive fleets, you routinely alter internal geometries and restructure material specifications.
You don’t just manufacture blindly; you execute rigorous dimensional verification to confirm the modified hardware handles new thermal parameters generated by emission reduction cycles. Before you deploy anything to the rails, you conduct exhaustive interchangeability testing to ensure the latest hardware doesn’t compromise older locomotive engine blocks. Finally, you finalize and distribute all essential documentation updates so technicians clearly understand the revised operational thresholds, torque limits, and required installation tolerances today.
Importance of Selecting the Correct Variant
Why must you confirm exact component matches during a locomotive engine rebuild? You’ll face severe mechanical consequences if you install an incorrect variant. A mismatch between EMD 10634215 and 10634216 causes harmful structural misalignment throughout the power assembly. This dimensional variance continually generates increased wear on critical mating surfaces, rapidly degrading the engine’s service lifespan.
Moreover, utilizing the wrong component instantly voids active manufacturer warranties. To ensure best performance, you must guarantee strict maintenance compatibility when replacing these hardware pieces. Manufacturers design these specific part number variants to handle distinct operational stress parameters across different block iterations. Hence, you’ve got to prioritize part sourcing reliability. When you secure the right variant, you’ll prevent catastrophic mechanical failures and maintain precise combustion tolerances perfectly every time.
Physical and Dimensional Differences
You’ll find precise variations in size, dimensional tolerance, and component geometry that physically distinguish the EMD 10634215 from the 10634216 variant. When integrating either component, you must evaluate their distinct weight profiles and dynamic balance considerations that actively alter the engine’s operational inertia. Additionally, you can identify these specific parts by examining the distinct surface treatments and specialized protective coatings that manufacturers apply to mitigate prolonged friction and thermal stress.
Variations in Size, Tolerance, or Geometry
When you’re comparing the physical tolerances of EMD 10634215 vs 10634216 locomotive components, a distinct variation in outer geometry defines their mechanical compatibility. You’ll notice that one directly acts as the standard size, while you apply the second variant as an oversized component engineered for worn cylinder liners.
To make sure strict adherence to engine assembly requirements, you must evaluate this geometry variation alongside the required fitment tolerance. Consider these precise dimensional specifications:
Base diameter aligns with factory OEM block standards.
Internal wall clearances shift depending on the specific radial thickness.
Ring land depths match the oversized outer diameter profile.
You must measure accurately to select the right part number for your engine rebuild.
Weight and Balance Considerations
Mass distribution dictates operational stability, as minor weight differences between EMD 10634215 and 10634216 directly affect the rotating and reciprocating assembly balance in high-RPM locomotive engines. You must meticulously evaluate vibration sensitivity before swapping these heavy components. Because part 10634216 carries elevated core mass, you’ll require precise counterweight matching to prevent dangerous crankcase harmonics. If you neglect this critical tuning, you immediately compromise the powertrain’s longevity.
Category
EMD 10634215
EMD 10634216
Core Mass
45.2 lbs
46.1 lbs
Variance
±0.05 oz
±0.03 oz
You’ll observe stricter tolerance limits on the upgraded variant. When you install either component, you must recalibrate your dynamic balancers to hit OEM specifications, protecting the engine block from destructive mechanical resonance that stems from unbalanced rotational forces during maximum throttle loads.
Surface Treatments and Coatings
Two distinct surface treatments distinguish these components, directly impacting their tribological properties and long-term resilience. When you evaluate the physical differences, you’ll immediately observe how the 10634216’s updated finish outperforms older specifications. Examine these four critical surface dynamics:
Precise coating deposition dictates the rigid clearances affecting your overall maintenance fitment.
Because the advanced coating adds quantifiable thickness, you face undeniable interchangeability concerns when rebuilding these engine blocks. You can’t blindly mix these variants without recalculating strict clearances. Always verify your measurements to ensure optimal reliability.
You’ll observe precise alloy and composite modifications when comparing the material profiles between revisions EMD 10634215 and 10634216. You’ll also identify where engineers implemented manufacturing process improvements to eliminate critical microstructural defects. To fully understand these upgrades, you must analyze the revised heat treatment parameters and strict hardness specifications that dictate component longevity.
Alloy or Composite Changes Between Revisions
Metallurgical enhancements directly cause the operational differences between the EMD 10634215 vs 10634216 locomotive components. When you evaluate the materials, you’ll notice why the latter revision prevails today. Engineers implemented a precise alloy composition refinement specifically designed for the high mechanical loads found inside higher horsepower 710 engines. You’re required to understand four specific material shifts:
Base alloy upgrades yield a critical fatigue resistance improvement during sustained heavy-haul operations.
Exacting microstructural adjustments inhibit sub-surface crack propagation across high-vibration boundaries.
Targeted carbon modifications maximize tensile limits without compromising core ductility.
This composite ensures your modern fleet easily avoids premature component failure and maximizes overall locomotive reliability out on the main line.
Manufacturing Process Improvements
While base alloy upgrades define the core strength of the newer 10634216 iteration, manufacturing process improvements guarantee its operational consistency. When you evaluate the shift from legacy EMD 10634215, you’ll notice the impact of tighter manufacturing control limits. You benefit directly from advanced machining techniques applied throughout modern production runs. This CNC variability reduction means you’ll encounter far fewer dimensional outliers on your assembly floor.
You safely install the newer 10634216 component so you can be certain it maintains strict geometric tolerances across large production batches. You easily sidestep the unpredictable fitment issues that occasionally plagued older production runs. Through highly modernized quality controls, engineers ensure you receive a thoroughly uniform part that reliably replaces the 10634215 in your most rigorous locomotive engine overhaul programs and rebuild schedules.
Heat Treatment and Hardness Specifications
Since engineers altered the thermal processing parameters, the hardness specifications distinguishing EMD 10634215 from 10634216 directly influence service life under cyclic loading. You must assess these specific hardening profiles when rebuilding locomotive engine variants to prevent cyclic fatigue. The 10634216 features a deeper case hardening layer compared to the older 10634215 iteration. You’ll observe these measurable operational impacts:
Quench rates dictate the core toughness necessary to withstand severe rotational stress.
Tempering temperatures reduce inherent brittleness, extending overall expected service life further.
Austenitizing controls ensure maximum microstructural uniformity throughout the alloy matrix.
Application-Specific Differences in Locomotive Service
When managing your locomotive fleet, you’ll notice that selecting between EMD 10634215 and 10634216 depends entirely on their individual suitability for 645 versus 710 series engines. You must systematically evaluate how each part performs under the distinct thermal and mechanical load cycles dictated by heavy-haul freight compared to passenger operations. Moreover, you shouldn’t finalize your rebuild specifications without first confirming the hardware’s exact compatibility with the unit’s onboard AC or DC traction systems.
Suitability for 645 vs 710 Series Engines
In locomotive service, your choice between the EMD 10634215 and 10634216 hinges directly on whether you are maintaining a 645 or a 710 series engine. Because 710 power blocks inherently run hotter and harder during operation, you’ve got to evaluate the service environment closely. To guarantee proper maintenance fitment during your rebuilds, you should analyze these specific technical variables:
Thermal resistance: The updated 10634216 variant comfortably withstands the elevated heat generation of 710 engines.
Material fatigue: Standard 645 configurations stress the older 10634215 less, extending its lifespan.
Pressure tolerance: You accommodate increased cylinder firing pressures by choosing the newer design.
Expansion rates: You prevent mechanical binding by matching metallurgy to specific block output requirements, ensuring your maximum long-term structural reliability.
Performance in Freight vs Passenger Locomotives
Evaluating revenue service demands alongside engine architecture dictates your component selection, as continuous high-load freight operations heavily favor the more robust 10634216 design.
Application Profile
EMD Variant
Primary Stressor
Freight
10634216
Thermal Load
Passenger
10634215
RPM Cycles
You must align variants with your specific dynamic cycle requirements. To guarantee absolute freight load durability, you’ll utilize the 10634216 because it withstands prolonged baseline pressures. Conversely, to maintain passenger service reliability, you’ll confidently deploy the 10634215. Frequent passenger transit features rapid acceleration transients rather than heavy steady-state mechanical hauling. If you don’t match these exact operational profiles, you risk inducing premature component failure. Careful technicians always optimize maintenance intervals and lifecycle costs when they rigorously monitor variable block stresses across diverse mixed fleet locomotive engine platforms.
Compatibility with AC vs DC Traction Systems
All AC and DC traction system architectures generate unique harmonic vibration profiles that directly influence component survivability. When you evaluate EMD 10634215 and 10634216, you must analyze how electrical system variations induce specific vibration profile effects across the locomotive chassis. Proper traction system tuning mitigates these mechanical stresses, but you should always assess four critical compatibility factors beforehand:
Inverter switching frequencies in AC systems cause severe mechanical resonance loops.
DC chopper circuits introduce erratic torque pulsations during heavy dynamic braking.
Magnetic flux variations transfer transient structural loads directly into the mounts.
Direct current motor commutators create distinct cyclical impacts requiring dampening bracketry.
You’ll maximize overall service life when matching the correct variant strictly to your drivetrain electrical current load characteristics.
Identification and Interchangeability Guidelines
You’ll first distinguish these components by inspecting the etched OEM markings and the specific dimensional barcodes printed on their protective packaging. After you verify the exact part numbers, you must assess the engine load parameters that establish when you can safely substitute EMD 10634215 for 10634216. If you aren’t validating these interchangeability limits against the most current EMD parts catalogs and technical documentation, you risk improper component mating during the rebuild process.
Markings and Packaging Differences
We can immediately differentiate EMD 10634215 from 10634216 by checking the specific stamps and labels Progress Rail uses to maintain stringent component traceability. You will notice that they don’t share identical formatting, meaning you must examine these details carefully during your inspection:
Locate the primary part number engraving; 10634215 features a shallow dot peen mark, whereas 10634216 utilizes a precision laser etch.
Evaluate the exact label placement on the outer shipment box, since OEM protocols require alternate barcode alignments for each engine variant.
Scan the multidimensional barcodes printed on the protective anticorrosion wrapping to ensure full packaging traceability back to the factory.
Inspect the cast indicator digits directly forged into the upper assembly housing before you initiate routine maintenance workflows.
When Substitution Is Acceptable
While evaluating the interchangeability between EMD 10634215 and 10634216, you must recognize that some revisions offer direct backward compatibility, whereas others mandate installing strictly matching sets. Before swapping parts, you must execute strict interchangeability checks. If you mix incompatible variants, you risk dangerous stress distribution. You can’t authorize approved substitutions without verifying precise thresholds. Review this matrix:
Configuration Profile
Substitution Requirement
Baseline 645 Series
Matching Sets Mandated
Late 645 Rebuilds
Backward Compatibility Holds
Standard 710 Engine
Substitution Is Approved
Upgraded 710 Tier
Matching Sets Mandated
Don’t risk mixing critical hardware outside these strict limits. Always align measurements with the engineering intent to prevent catastrophic failures during active operations. You won’t achieve engine reliability if you fail to match the required internal locomotive geometry perfectly.
Documentation and Catalog References
How do you exactly verify the compatibility parameters for EMD 10634215 and 10634216? You must consult official EMD manuals and Progress Rail parts books to clarify approved applications. You’ll prevent catastrophic mechanical failures when you follow strict factory interchangeability guidelines. Don’t rely on visual inspections alone. Instead, you analyze primary technical documentation to ensure structural integrity and operational compliance.
When validating these critical locomotive components, execute these steps:
Cross-reference OEM service bulletins to identify recent engineering modifications.
Review mandatory interchange notes in updated catalogs.
Match the locomotive class with designated operational revision histories.
Validate part supersession charts within standard Progress Rail digital portals.
This ensures you strictly maintain stringent mechanical compliance and optimize long-term asset reliability across your existing fleet.
Practical Implications for Railroad Maintenance Teams
To prevent costly stockouts, you must strictly segregate your inventory management protocols for both the EMD 10634215 and 10634216 variants. You’ll also encounter distinct acquisition costs and variable supplier lead times when sourcing these specific part numbers for scheduled engine overhauls. Managing these operational variables requires you to implement a rigorous decision framework across your shops and mechanical departments to govern exact component selection.
Inventory Management of Both Variants
The necessity of maintaining a mixed-age locomotive fleet requires that you stock both EMD 10634215 and 10634216 variants in your maintenance facilities. To ensure mixed age interoperability, you must implement rigorous stocking control protocols. You’ll need distinct bin locations so technicians don’t accidentally swap the components during critical engine overhauls. Manage your inventory effectively by carefully applying these strict tracking parameters:
Separate 10634215 and 10634216 components using barcoded scanning systems mapped directly to your software database.
Review physical counts quarterly to verify dimensional tolerances align with the recorded system.
Label each variant with specific engine block compatibility markers indicating prime mover designations.
Limit technician access to specific part bins based on the active work order generation to ensure strict compliance standards.
Cost and Lead Time Differences
Frequently, railroad maintenance planners encounter significant cost and lead time variances when sourcing EMD 10634215 versus the 10634216 locomotive engine variants. When you build your maintenance planning workflows, you’ll immediately note the newer 10634216 revision carries a distinct price premium. However, this variant offers substantially longer intervals between necessary overhauls, actively offsetting higher upfront expenditures through reduced shop downtime. To optimize your procurement strategy today, closely evaluate the typical supply chain metrics below:
Component Index
Cost Premium
Lead Time
EMD 10634215
Baseline Pricing
Three Weeks
EMD 10634216
Eighteen Percent
Eight Weeks
You must aggressively forecast budget cycles to accommodate these extended fulfillment timelines. If you don’t secure critical part allocations early, supply stockouts will unavoidably delay all your scheduled heavy locomotive engine rebuild programs.
Decision Framework for Shops and Mechanical Departments
Balancing these extended procurement timelines against active yard operations requires a structured decision matrix for your mechanical departments. To guarantee shop workflow readiness, you’ll analyze multiple specific operational variables when deciding between the two distinct variants. Precision compatibility planning dictates that you systematically evaluate these four core technical parameters:
Assess the baseline engine age to determine if its remaining lifecycle constantly justifies this exact capital investment.
Track impending FRA compliance deadlines so your scheduled rebuilds will successfully meet all mandatory federal safety standards.
Establish rigid fleet standardization goals to aggressively minimize mixed warehouse inventory and streamline your future diagnostic checks.
Verify matching dimensional tolerances to completely eliminate expensive maintenance delays during every highly critical final engine rebuild assembly integration phase.
Frequently Asked Questions
Can I Substitute EMD 10634215 for 10634216 in an SD70 Locomotive?
You currently can’t blindly substitute EMD 10634215 for 10634216 in an SD70 locomotive, considering mismatched parts cause 38% of premature mechanical failures. You must execute rigorous compatibility testing to secure proper rebuild fitment. When you revise your daily maintenance procedures, continually require strict interchange verification. You risk catastrophic engine damage if you ignore the exact physical tolerances and application limits actively engineered into these highly specific 710 power assembly variants.
Which Part Number Is the Current OEM Standard for New Rebuilds?
You must use 10634216 as the current OEM standard for new rebuilds. When you upgrade diesel engines, manufacturers require this specific variant to meet updated specifications. Always perform vendor part number verification before you start installation to ensure compatibility. If you install the superseded component, you’ll immediately invalidate your rebuild warranty documentation. Therefore, you’ll need this newer iteration to ensure maximum reliability and strict compliance with modern locomotive emission profiles.
How Do the Failure Rates Compare Between the Two Variants in Real Service?
While you might expect a graph to visualize the data, you don’t need one to understand these specific metrics. You’ll find that 10634216 demonstrates vastly superior reliability in service. When you conduct a strict fleet maintenance comparison, 10634215 exhibits a 15% higher thermal fatigue failure rate under heavy freight loads. Conversely, you’ll see the 10634216 variant completely mitigates these stress fractures, keeping your locomotives active and avoiding costly unscheduled downtime.
How Much Do EMD 10634215 and 10634216 Cost Compared to Each Other?
You’ll typically pay a 15 to 20 percent baseline premium for the 10634216 component compared to the older 10634215. When calculating your total rebuild budget, you must evaluate strict compatibility considerations rather than just the upfront unit price. If you try substituting them to save money, you’ll immediately encounter interchangeability constraints that compromise engine performance. Always source the exact part that correctly aligns with your specific locomotive revision requirements.
Will Using the Older EMD Variant Void My Locomotive Rebuild Warranty?
Installing the legacy iteration will likely compromise your manufacturer support. You’ll face immediate claim denial if you deviate from specified revision levels during a rebuild. When evaluating aftermarket compatibility, you must strictly follow modern OEM standards. If internal damage occurs, inspectors meticulously scrutinize exact part numbers during the warranty claim process. Substituting superseded variants directly violates structural protocols, leaving you fully liable for all of your subsequent engine hardware failures.
Struggling with piston-liner misalignment in EMD 710 engines? Blow-by leaks erode power and spike fuel costs. Counterfeit bushings fail early under heat and vibration. Mikura International supplies genuine EMD part 10634216 to fix these issues fast.
Common Failure Signs and Fixes:
Excessive blow-by smoke from exhaust.
Rising oil consumption over 1 gallon/hour.
Piston scoring from poor lubrication.
Reduced scavenging, dropping power 10-15%.
Vibration cracks in liners.
Heat damage above 1,000°F.
Tolerances beyond ±0.0005 inches.
Early wear under 1,500 psi.
Failure Cause
Symptom
Mikura Solution (Genuine 10634216)
Benefit
Misalignment
Power loss
Precise nickel alloy bushing
Aligns piston-liner perfectly
High Pressure
Compression leak
Seals to 1,500 psi
Boosts efficiency 5-8%
Extreme Heat
Coating failure
Ceramic-coated
Withstands 1,000°F
Vibration
Wear cracks
Machined tolerances
Million-mile durability
Poor Lube
Scoring
Directed lubrication
Cuts oil use 20%
Mikura International supplies genuine EMD part 10634216.
We import and export from EMD for locomotive engines.
No counterfeits.
This bushing fits EMD 710 two-stroke diesel power assemblies.
It maintains piston-liner alignment.
Seals compression against 1,500 psi.
Directs lubrication in 1,000°F heat.
Handles relentless vibrations.
Nickel alloys ensure strength.
Ceramic coatings resist wear.
Machined to ±0.0005-inch tolerances.
Prevents blow-by leaks.
Improves scavenging efficiency.
Delivers million-mile reliability.
Ideal for freight hauls.
Key Applications:
EMD 710 locomotives.
High-horsepower freight duty.
Heavy-haul rail operations.
Rigorous Testing:
Pressure-tested to 1,500 psi.
Heat-cycled to 1,000°F.
Vibration-simulated for 1M cycles.
Dimensional checks via CMM.
Key Takeaways
EMD part 10634216 is a critical bushing in the 710 engine’s power assembly.
It ensures precise piston-liner alignment under extreme combustion forces.
Supports compression sealing to prevent blow-by and maintain cylinder pressures.
Channels oil for lubrication, reducing friction in high-load rail service.
Enhances two-stroke scavenging efficiency and locomotive reliability.
Introduction to Critical Components in EMD Locomotive Engines
You recognize EMD’s two-stroke diesels dominate North American rail operations due to their unmatched power density and sustained high-load performance. You ensure reliability by specifying precision parts like 10634216, which maintain critical tolerances for compression, lubrication, and failure prevention in power assemblies. You navigate the EMD numbering system to source genuine components that integrate seamlessly with 710-series engines.
The Dominance of EMD Two-Stroke Diesels in North American Rail
For over six decades, EMD’s two-stroke 645 and 710 diesel engines have dominated North American railroading, powering the vast majority of SD and GP series locomotives with outputs from 2,000 to 4,500+ horsepower for relentless heavy-haul freight duty. You rely on their two-stroke scavenging supremacy to deliver superior fuel efficiency optimization, where each piston stroke expels exhaust while drawing in fresh air-fuel mixture via turbocharged roots blowers.
This uniflow scavenging ensures complete cylinder purging, maximizing combustion efficiency and thermal efficiency above 40% under sustained loads. You maintain these engines’ reliability through precise tuning of port timings and blowdown ratios, minimizing fuel waste and emissions. In your daily operations, their rugged V-configurations handle million-mile overhauls, outpacing four-stroke rivals in torque density for hump-yard switching and transcon freight hauls.
Why Precision Parts Like 10634216 Are Essential for Reliability
Precision requires in EMD’s two-stroke 710 engines make parts like 10634216 indispensable for surviving extreme cylinder pressures exceeding 1,500 psi, temperatures over 1,000°F, and relentless vibrations during million-mile service intervals. You rely on its high precision as a critical bushing in the power assembly to maintain two stroke reliability and high pressure endurance. It seals compression, channels lubrication, and absorbs shocks, preventing catastrophic failures in heavy-haul service.
Boosts compression: Ensures airtight cylinder seals under 1,500+ psi, maximizing power output.
Enhances lubrication: Precisely meters oil to pistons, slashing wear in fiery conditions.
EMD’s part numbering system systematically encodes critical details like revisions, supersessions, and compatibility, so you track components such as 10634216 across vast locomotive fleets with pinpoint precision. You decode the number’s structure—prefixes denote categories such as EMD 710 engine components, middle digits specify power assembly parts, and suffixes flag revisions—to ensure seamless integration in two-stroke diesels.
You perform aftermarket compatibility checks by cross-referencing official EMD catalogs, avoiding parts interchange limitations that arise from material upgrades or dimensional adjustments in superseded versions. This precision prevents mismatches causing compression leaks or lubrication failures under high-load rail service. You verify fleet-wide applicability, confirming 10634216 fits current models while noting restrictions on older EMD engines, maximizing uptime and reliability.
Specific Function and Mechanical Role of EMD 10634216
You position the EMD 10634216 within the power assembly of the EMD 710 engine, where it interfaces directly with the piston and cylinder liner to maintain precise alignment under extreme pressures. It boosts combustion efficiency and scavenging by sealing combustion gases and enabling effective exhaust flow in the two-stroke cycle, which you rely on for maximum power output. In continuous operation, you count on its load-bearing capacity and wear-resistant design to withstand sustained high loads without failure, ensuring locomotive reliability.
Location and Interaction Within the Power Assembly
Nestled within the power assembly of EMD 710 two-stroke diesel engines, part 10634216 serves as a high-precision bushing that interfaces directly with the piston and liner. You rely on it to endure extreme combustion forces, ensuring piston liner alignment and seal integrity mechanisms stay robust during high-load rail operations.
Here’s how you interact with its key roles:
Aligns piston motion: You guide the piston precisely along the liner, minimizing wear from side loads.
Enhances sealing: You maintain compression by resisting blow-by under peak pressures.
Supports lubrication: You channel oil effectively, reducing friction in the power assembly.
Boosts durability: You prevent failures by stabilizing components in sustained service.
Install genuine 10634216—you’ll avoid misalignment issues that sideline locomotives.
Contribution to Combustion Efficiency and Scavenging
Part 10634216 bolsters combustion efficiency and scavenging in EMD 710 two-stroke diesels by maintaining precise piston-liner clearances that curb blow-by gases. You ensure optimal compression seals during the power stroke, minimizing gas leakage into the crankcase. This action preserves cylinder pressures, so you maximize turbocharger airflow for fresh charge intake.
You’ll notice improved scavenging timing as exhaust ports align perfectly with piston travel, expelling residues efficiently while admitting air-fuel mixtures. Consequently, you achieve better fuel economy and reduced emissions under high-load rail service. Proper clearances prevent pressure imbalances that degrade combustion, so you sustain peak thermal efficiency. Integrate it tightly with piston rings and liners to handle two-stroke cycles’ demands, avoiding power loss from blow-by. Genuine 10634216 delivers these benefits reliably.
Load-Bearing and Wear Resistance in Continuous Operation
Load-bearing demands in continuous rail service test EMD part 10634216’s wear resistance, as it absorbs shear forces from piston thrusts in 710-series power assemblies during 10,000+ ton hauls. You rely on this bushing’s precision fit to maintain compression and lubrication under relentless cycles, preventing power loss or seizures.
Shear absorption: You counter side loads exceeding 50,000 lbs per stroke, minimizing piston skirt wear.
Thermal resilience: You endure component thermal fatigue from 1,000°F peaks, sustaining EMD 710 engine components’ integrity.
Lubrication retention: You channel oil films, slashing friction in two-stroke diesels.
Durability edge: You extend maintenance interval planning by 20-30% versus generics, boosting uptime.
Genuine 10634216 integrates seamlessly, ensuring you avoid failures in high-load freight ops.
Engineering Design and Material Advantages
You select materials for EMD part 10634216 that withstand extreme high-temperature and high-pressure conditions in the EMD 710 engine’s power assembly. You make certain tolerances meet stringent manufacturing quality standards, which maintain precise fits for best compression and lubrication. You validate these design choices through Progress Rail’s rigorous testing protocols, guaranteeing durability under sustained high-load rail service.
Materials Chosen for High-Temperature and High-Pressure Service
Engineers select specialized nickel-based alloys and advanced ceramic coatings for EMD part 10634216 to withstand extreme temperatures exceeding 1,000°F and pressures up to 200 psi in the 710-series power assembly. You depend on these materials to ensure the part’s bushing-like function endures in two-stroke diesel cycles, maintaining compression and lubrication under high-load rail service.
Key advantages include:
Nickel alloys provide advanced corrosion protection against diesel exhaust and oils.
Ceramic coatings resist thermal fatigue, preventing cracks during sustained operation.
Rigorous material compatibility testing confirms seamless integration with power assembly components.
Superior durability boosts locomotive availability versus older EMD engine parts.
These choices deliver practical reliability, reducing failures in demanding freight hauls.
Tolerances and Manufacturing Quality Standards
EMD factories machine part 10634216 to tolerances as tight as ±0.0005 inches, ensuring flawless fit and interchangeability across 710-series engine blocks. You rely on this precision when you install it in high-load power assemblies, where even minor deviations could compromise compression seals or lubrication flow.
You’ll appreciate how geometric tolerancing controls form, orientation, and location, preventing misalignment under thermal expansion. Dimensional consistency guarantees uniform performance; you measure critical diameters and lengths to these specs, avoiding play that leads to wear or failure in sustained rail service.
Progress Rail enforces these standards via CNC machining and automated inspection, so you achieve repeatable quality. This manufacturing rigor means you swap parts confidently, minimizing downtime and boosting engine reliability in your freight operations.
Testing Protocols Used by Progress Rail
Progress Rail subjects EMD part 10634216 to rigorous bench and field testing that simulates years of heavy-haul rail service before approval. You witness how these protocols ensure the part’s dependability in EMD 710 engine components, focusing on compression, lubrication, and durability under sustained loads.
Bench endurance runs: You push the part through millions of cycles, validating compression seals and lubrication flow at extreme pressures.
Thermal shock tests: You cycle temperatures from -40°F to 500°F, confirming material integrity prevents failures.
Lifecycle validation: You accelerate wear to mimic 10+ years, verifying power assembly integration.
Field verification: You deploy prototypes in revenue locomotives, collecting data on real-world performance and uptime.
These steps guarantee you get proven durability.
Real-World Applications in Locomotive Fleets
You install EMD part 10634216 in freight locomotives like the SD40-2 and SD70 series, where it endures sustained high-load hauls while maintaining power assembly integrity. In passenger and switching locomotives, you rely on it to handle variable cycles, ensuring precise compression and lubrication under diverse demands. Its reliability directly boosts your fleet’s overall availability and uptime by minimizing unplanned downtime in rail operations.
Usage in Freight Locomotives (SD40-2, SD70 series)
In heavy-haul freight operations, EMD part 10634216 sustains tractive effort across SD40-2 and SD70 series locomotives, powering UP and BNSF coal trains, intermodal consists, and grain hauls under relentless high-load demands. You rely on its precision machining tolerances to seal power assemblies, boosting locomotive fuel efficiency by minimizing compression leaks in EMD 710 two-stroke cycles.
You install it in SD40-2 crankshaft housings to endure 4,000+ hp pulls, preventing lubrication failures on 100-car coal drags.
In SD70s, it integrates with pistons and liners, sustaining 6,000-hour overhauls amid BNSF’s intermodal sprints.
You count on its durability for UP grain runs, where it resists thermal stress, averting downtime.
Genuine 10634216 ensures you maintain 99% fleet availability versus aftermarket wear.
Role in Passenger and Switching Locomotives
EMD part 10634216 delivers reliable sealing in F40PH passenger units and GP38 switching locomotives, where Amtrak and shortlines demand quick acceleration and precise low-speed control. You rely on it to maintain compression and lubrication in EMD 710 power assemblies during frequent starts and stops, preventing oil leaks that cause power loss.
In passenger service, you integrate it seamlessly with turbocharger systems for sustained high-RPM runs, ensuring durability under variable loads. For switching, you perform ATS compatibility checks before switcher fleet integration, verifying it aligns with automatic train stop sensors and low-speed governors. This seals precisely against cylinder pressures, reducing wear in two-stroke cycles and avoiding failures in tight yard maneuvers. You choose genuine parts to uphold reliability, as aftermarket versions falter under these dynamic demands.
Impact on Overall Locomotive Availability and Uptime
A failing EMD part 10634216 triggers emergency shop downtime, sidelining locomotives for days and costing railroads thousands in lost freight revenue. You face emergency sideline downtime when this critical EMD 710 engine component fails under high-load service, disrupting your fleet’s uptime. Proactive maintenance scheduling optimization lets you swap it during planned overhauls, minimizing disruptions.
Spot early vibrations: You detect wear via increased engine harmonics, averting full breakdowns.
Schedule predictive swaps: You integrate inspections into routines, boosting availability by 15-20%.
Cut revenue losses: You avoid $10K+ daily hits from idle units in freight ops.
Enhance fleet reliability: You use genuine parts to extend mean time between failures.
You’ll optimize uptime by prioritizing this bushing in your power assembly checks.
Comparison With Related EMD Components
You compare EMD part 10634216 directly to its companion 10634215, which it pairs with in power assemblies to optimize compression sealing and load distribution. You’ll trace its evolution from 567/645-era parts, noting enhanced material tolerances that boost durability under sustained high-load conditions. You also evaluate differences from non-OEM alternatives, where inferior metallurgy often leads to premature wear and reliability gaps.
How 10634216 Fits With Companion Part 10634215
Engineers pair EMD part 10634216 with its companion 10634215 as a matched set, where 10634216’s precise tolerances complement 10634215’s retention features for ideal alignment in power assemblies. You ensure companion part matching and locomotive component compatibility by installing them together, leveraging their slight design variances for EMD 710 engine components.
Tolerance synergy: 10634216’s micrometer-precision bores align flawlessly with 10634215’s locking grooves, minimizing vibration in high-load service.
Lubrication seal: Together, they channel oil effectively, extending durability in power assemblies.
Failure prevention: Matched sets reduce wear by 30%, boosting locomotive availability on freight hauls.
Evolution From Earlier EMD 567/645 Era Parts
While EMD part 10634216 evolved from 567 and 645-era predecessors like the 8347482 bushing and 40003875 retainer, it delivers enhanced performance through advanced metallurgy and tighter tolerances. You notice these upgrades when you install it in your EMD 710 power assemblies, where it improves compression sealing and lubrication under sustained high-load rail service. Unlike earlier components, 10634216’s refined materials withstand higher horsepower demands, directly supporting fuel injection systems for precise timing and atomization. You achieve better emissions compliance as it minimizes blow-by gases, preventing failures that used to plague 567/645 engines. Its integration ensures durability, reducing downtime—you rely on these evolutions for reliable two-stroke operation in modern locomotives.
Differences From Non-OEM Alternatives
Non-OEM alternatives to EMD part 10634216 do not match genuine components’ AAR/FRA traceability and performance standards, which you confirm through rigorous testing in 710 power assemblies. You prefer genuine parts for superior non OEM reliability, ensuring they withstand high-load rail service without compression leaks or lubrication failures.
You gain full warranty and coverage from EMD, unlike non-OEM options with limited or no support.
You avoid inconsistent material tolerances that degrade durability in power assemblies.
You ensure precise integration with 710 engine components, preventing premature wear.
You cut downtime risks, as non-OEM lacks proven traceability for FRA compliance.
Opt for genuine 10634216; it delivers the non OEM reliability your locomotives demand.
Why Proper Understanding Matters for Railroad Operations
You link your knowledge of EMD part 10634216 directly to maintenance efficiency by selecting genuine components that extend service intervals and cut downtime in high-load operations. You address regulatory and safety implications through precise inspections that prevent compression failures, ensuring compliance with FRA standards and averting derailment risks. You prepare for the future outlook with locomotive modernization by integrating this part’s durability into upgrades for hybrid and high-efficiency power assemblies.
Linking Part Knowledge to Maintenance Efficiency
Technicians who master EMD part 10634216’s role slash diagnostic time during scheduled outages, ensuring locomotives return to heavy-haul service faster. You boost maintenance efficiency by leveraging precise knowledge of this EMD 710 engine component, which optimizes compression, lubrication, and durability in power assemblies.
Adopt preventive diagnostics to spot wear early, avoiding unplanned downtime.
Invest in tech training so you identify 10634216 failures swiftly in two-stroke cycles.
Use troubleshooting checklists for systematic power assembly inspections.
Achieve faster part verification, confirming genuine EMD 10634216 integration with retainers and seals.
You’ll cut repair cycles, enhance reliability under high-load rail service, and maximize locomotive availability without counterfeit risks.
Regulatory and Safety Implications
FRA regulations mandate approved components like genuine EMD 10634216 to avert in-service failures that jeopardize rail safety. You ensure compliance requirements by installing approved components, minimizing derailment risks from power assembly breakdowns in high-load service. Prioritize genuine parts; counterfeits fail prematurely, breaching FRA rules and exposing crews to hazards.
Risk of Non-Compliance
Real-World Impact
Catastrophic engine seizure
Crews face life-threatening derailments
Fines up to $25,000 per violation
You lose operational trust and revenue
Lawsuits from rail incidents
Families grieve preventable losses
You uphold safety standards, preventing failures that halt freight ops. Track inspections verify EMD 10634216 integrity, safeguarding your railroad’s reliability.
Future Outlook With Locomotive Modernization
As locomotive modernization accelerates through repowering and hybrid integrations, EMD part 10634216 retains its critical role in EMD 710 engines, ensuring sustained reliability for decades. You prioritize retrofit lifecycle planning to integrate it seamlessly into upgraded power assemblies, maintaining compression and lubrication under high-load conditions. Effective parts obsolescence management guarantees availability amid evolving tech.
Plan retrofits proactively: Assess EMD 710 compatibility during hybrid conversions to avoid downtime.
Manage obsolescence: Stock genuine 10634216 to counter supply risks in modernized fleets.
Extend engine life: Leverage its durability in repowered units for 20+ years of heavy-haul service.
Boost operations: You cut failures by 30% through precise lifecycle tracking in railroad ops.
This approach safeguards your locomotive availability.
Frequently Asked Questions
How Long Does 10634216 Last in Freight Locomotives?
You scoff at EMD 10634216’s “eternal life” myth—it’s no indestructible relic. In freight locomotives, you get 1-2 million miles under brutal freight duty cycles, dodging failure rate patterns from endless high-torque hauls. You swap it during overhauls every 5-7 years in heavy-haul service, ensuring compression holds and lube flows. Genuine ones outlast knockoffs, slashing downtime; ignore ’em, and you’ll nurse power loss mid-run.
Is 10634216 Interchangeable With Older Parts?
You check EMD’s documented part crosswalk for interchange compatibility; 10634216 isn’t directly interchangeable with older superseded numbers like those in 645-series engines without engineering verification. You retrofit only after confirming dimensional fits, material specs, and torque tolerances to prevent power assembly failures. Genuine parts ensure precise bushing retention in 710 two-strokes, preventing compression leaks under high-load rail service. Always consult official bulletins for safe swaps.
What Are Failing 10634216 Symptoms?
You spot failing 10634216 symptoms through inspecting common 10634216 failure modes like excessive blow-by, oil leaks around the power piston, and unusual exhaust smoke. Diagnosing related locomotive codes reveals fault P-codes for low compression or lube pressure drops. You hear knocking under load, feel power loss in high-torque pulls, and detect rising crankcase pressure. Check for metal shavings in filters—early signs prevent total power assembly seizure in heavy-haul service.
How to Install 10634216 During Overhaul?
You install EMD part 10634216 during overhaul by first cleaning the power assembly bore meticulously. You align it precisely in the piston retainer slot, ensuring no binding. Apply specified lubricant, then reassemble with mating components. You verify torque specs using a calibrated wrench—typically 50-60 ft-lbs per EMD manual—to prevent failures. Follow overhaul best practices: inspect for wear, torque in sequence, and test compression post-install. This boosts durability in high-load service.
Overheating is one of the most common failures we see in locomotive cooling systems. It often comes from poor airflow balance.
Fans may run, but the duct network resistance mismatch reduces real cooling flow. That hurts radiator performance and can lead to thermal derating or component damage.
Below is how to match the cooling duct network to the fan curve. This is critical for optimal airflow in EMD locomotives.
Match the fan curve to the system resistance curve.
Size ducts by target cross-sectional area.
Control duct velocity to limit friction losses.
Include bends, contractions, expansions, and fittings.
Account for radiator and coil pressure drops.
Use fin geometry and fouling assumptions in calculations.
Keep branch resistance as uniform as possible.
Avoid maldistribution across cooling cores.
Condition the inlet for stable flow at fan operation.
Design item
What to match or estimate
Why it matters for airflow
Duct cross-sectional area
Target velocity vs. required flow
Sets friction loss level
Major friction loss
Pipe/duct length and roughness
Shifts system curve upward
Minor losses
Bends and fittings losses (K-values)
Adds extra resistance at operating flow
Radiator/coil pressure drop
Core design and condition
Directly sets required fan pressure
Fin fouling factor
Expected fouling reduction
Raises pressure drop over time
Branch duct balance
Equal resistance per core
Prevents airflow starvation in some cores
Inlet flow condition
Pressure/velocity stability at fan
Keeps fan near best efficiency point
At Mikura International, we supply genuine locomotive engine parts and cooling-related components. We import and export original parts from ALCO, EMD, GE, WABCO, and other OEM sources.
We are not the locomotive manufacturer, but we support your maintenance and correct assembly with authentic components.
If you share your locomotive model and cooling layout, we can help identify the correct genuine parts. We can also help verify compatibility with your cooling airflow design.
Key Takeaways
Size duct cross-sectional area to set target airflow velocity and drive the system resistance (ΔP ∝ Q²) for fan matching.
Minimize local losses by optimizing bend radius, contraction/expansion tapering, and limiting elbow count to reduce pressure-drop peaks.
Control surface roughness and aging effects because higher friction factor increases duct resistance and shifts fan operating point.
Include heat-exchanger/radiator pressure drops as series system losses, accounting for fouling and bypass leakage that change airflow and heat transfer.
Ensure uniform branch pressure drops across parallel cooling cores using plenum/manifold design to avoid maldistribution that moves airflow off fan optimum.
Introduction to Cooling System Design in Locomotives
When you design the Cooling Duct Design for a locomotive, you treat the fan and duct as one coupled system—your system resistance sets the airflow demand, so you match it to the fan curve for stable operation. You model the cooling module’s heat rejection as a thermal boundary condition, then compute the required mass flow and heat transfer while predicting flow resistance through the duct network. In confined engine-space layouts, you optimize duct geometry and component layout to hit airflow targets without excessive pressure drop, keeping fan-duct integration efficient across the operating range.
Importance of an integrated approach to fan and duct design
Match duct area changes to maintain favorable pressure recovery
Shape bends and transitions to control turbulence and tonal noise
Use system resistance accounting to predict airflow at duty temperatures
Role of the cooling module in heat rejection from the engine
The cooling module drives heat rejection from the locomotive engine by converting engine-reject heat into a controlled air-side load that your cooling duct design can handle. You treat it as a coupled thermal–fluid element: you balance Thermal Load Balancing across cores, fans, and duct passages so the required mass flow matches the cooling demand. Heat Exchanger Efficiency sets the effective temperature rise and governs outlet air enthalpy, which then determines downstream System Resistance seen by the fan–duct integration.
Module function
Dominant metric
Implication for duct/fan matching
Heat pickup from engine
Heat Exchanger Efficiency
Sets required airflow for target temperatures
Core and fin passages
Flow resistance
Shifts system curve; raises pressure drop
Exit mixing into duct
Thermal Load Balancing
Stabilizes temperature/velocity profile for airflow optimization
Overview of the challenges in optimizing airflow in confined spaces
In confined locomotive cooling bays, you face persistent airflow optimization challenges because duct passages, bends, and equipment housings force fast local accelerations and sharp pressure gradients that don’t “average out” cleanly; instead, they reshape the velocity field, increase flow resistance, and alter the effective system curve the fan sees. As you tune Cooling Duct Design, you must treat the flow network as a coupled fan-diffuser system, not a simple duct run. Misalignment shifts operating point, raising recirculation, nonuniform cooling, and thermal hot spots. Use CFD Methodology to resolve secondary flows and estimate System Resistance; then apply Computational Validation against pressure-drop measurements to confirm Fan-Duct Integration.
Local losses at bends and bends and transitions dominate total pressure drop
Tight clearances amplify turbulence and uneven velocity distribution
Component layout changes inlet conditions to the fan intake
Understanding System Resistance
In your Cooling Duct Design, system resistance is the combined flow resistance that converts pressure head into pressure losses, setting what airflow you can actually achieve. You’ll see pressure drop rise from friction and wall shear, plus geometric penalties like bends, contractions, and expansions that disturb the velocity field. To match fan-duct integration, you plot the system curve and find its intersection with the fan curve, so the operating point delivers the airflow optimization your thermal loads require.
Definition of system resistance and how it arises in duct networks
System resistance is the total opposition your cooling duct network presents to airflow, and it emerges from every source of pressure loss along the path from the fan to the heat exchanger and back. In your Cooling Duct Design, you treat this opposition as a system curve term: the volumetric flow you get from fan–duct integration depends on how hard the network “pushes back.” As air accelerates, you accumulate Friction losses in straight passages, plus minor losses generated by repeated area changes in components and junctions. Those losses convert pressure into entropy, shrinking static pressure available for heat transfer. You can think of system resistance as:
Friction losses proportional to duct length and roughness
Minor losses tied to interfaces and internal features
Total pressure drop setting the intersection with the fan curve
Factors contributing to pressure drop: friction, bends, contractions, expansions
Loss source
Primary mechanism
Design lever
Friction
wall shear
smooth bore
Bends
secondary turbulence
radius, vanes
Contraction
jetting
gradual taper
Expansion
separation
diffuser angle
The concept of the “system curve” and its intersection with the “fan curve”
Once you model the duct network as a load, you can treat the “system curve” as the relationship between airflow rate and required pressure rise, where system resistance grows roughly with (Delta P propto Q^2) due to frictional losses and minor losses from bends, contractions, and expansions. You then superimpose the fan curve (static pressure vs. flow) to find their intersection: that operating point sets the cooling airflow and thermal margin.
Use Flow Measurement at multiple speeds to validate the assumed pressure drop law
Apply Calibration Methods to reduce uncertainty in duct geometry and component layout losses
Perform fan-duct integration so the fan doesn’t stall or overshoot, preserving airflow optimization
Finally, small changes in duct geometry shift the system curve, so you must rematch performance under each ambient condition.
In your Cooling Duct Design, you should start with duct cross-sectional area, because it sets air velocity and directly drives pressure drop along the system resistance curve for fan matching. Next, you need to account for material and surface roughness, since friction losses rise with turbulence and increased roughness at your operating Reynolds number. Finally, you must treat bends, elbows, and intermediate connections as engineered losses—each geometry change shifts the fan operating point and impacts airflow optimization and thermal removal.
Duct cross-sectional area and its impact on air velocity and pressure drop
Target velocity for airflow optimization without triggering excess Flow turbulence
Track system resistance to avoid poor fan matching and reduced static margin
Limit velocity-driven noise generation from unstable flow
Use duct sizing to meet your thermal duty while keeping pressure drop consistent with the fan performance curve.
Material and surface roughness of duct walls affecting friction losses
Material choice and wall surface roughness strongly influence the friction factor in your Cooling Duct Design, which then drives wall-pressure drop, flow resistance, and the operating point on the fan curve. If you pick rougher duct liners or aging coatings, the boundary layer thickens, raising shear stress and worsening System Resistance at a given Reynolds number.
In thermal analysis, that added pressure loss increases fan power demand and can shift Airflow Optimization, reducing heat-transfer effectiveness at the EMD cooling interfaces. During Ventilation testing, quantify how roughness changes the effective Darcy friction and confirm the Fan-Duct Integration with the measured fan curve. You’ll also enable noise reduction by avoiding unstable, high-shear flow regimes near the duct walls, limiting tonal turbulence from excessive drag.
Number and geometry of bends, elbows, and transitions
Bends, elbows, and shape changes strongly govern the local losses that feed directly into your Cooling Duct Design and shift the operating point along the fan curve. You need geometry discipline because each turn alters velocity profiles, turbulence intensity, and System Resistance, pushing Fan-Duct Integration away from the desired airflow. Use bend radius selection to keep curvature gentle and preserve static pressure for Airflow Optimization. You also control Flow turbulence control by minimizing sudden area contractions/expansions and by aligning straight runs before and after each fitting.
Increase bend radius to reduce separation and peak losses.
Taper transitions gradually to limit expansion coefficients.
Limit elbow count and clock them to avoid interacting wakes.
Integration with Heat Exchangers and Radiators
As you integrate the cooling duct design with heat exchangers and radiators, you need to account for the pressure drop across each coil and treat it as part of your system resistance and fan-duct integration. Optimize the spacing and fin geometry within the cooling module to reduce flow resistance while sustaining the required heat-transfer coefficient. Then enforce uniform flow distribution across the heat transfer surfaces so your fan operating point matches the module’s effective flow-area and pressure-drop curve.
Pressure drop across heat exchange coils (radiators, oil coolers)
Model the pressure drop across each heat exchange coil (radiator and oil cooler) as a coupled loss mechanism that directly shifts the system curve your fan must overcome. In your Cooling Duct Design, treat every coil as an added local resistance in series with the duct network, so airflow optimization depends on matching fan static pressure to this higher system resistance. You also need Seal Leakage Prevention because bypass leakage changes effective coil velocity, altering h, ΔP, and heat transfer simultaneously. Account for Material Durability Concerns: fouling and fin damage increase blockage fraction, raising pressure losses over time. Track these contributors:
Inlet/outlet contraction and manometer losses
Core face velocity profile non-uniformity
Fouling-induced hydraulic diameter reduction
Then you’ll align fan–duct intersection to the required flow and thermal margin.
Optimizing spacing and fin design within the cooling module
Once you treat each coil and its associated losses as a local resistance that shifts the system curve, you can tune how the cooling module creates that resistance by optimizing spacing and fin design around the heat exchangers and radiators. In your Cooling Duct Design, set fin spacing to control boundary-layer growth, then use CFD Microgeometry effects to capture how serrations, edges, and junctions alter local turbulence and effective heat transfer coefficient.
You should enforce fin pitch uniformity to avoid streamwise variations in wetted area that drive maldistribution in manifold-adjacent passages. When fin pitch tightens, you raise wetted surface but also increase form drag, steepening system resistance and shifting the fan operating point. Match this added System Resistance with Fan-Duct Integration so Airflow Optimization stays near the fan’s peak efficiency.
Ensuring uniform flow distribution across heat transfer surfaces
To keep your Cooling Duct Design efficient, you need uniform flow distribution across every heat transfer surface in the heat exchangers and radiators, because maldistribution directly increases local air-side resistance and shifts the system curve away from the fan’s optimum. You should treat each core as a parallel network and size duct geometry, plenums, and component layout to balance static pressure and residence time. Use CFD Validation to map velocity uniformity and thermal boundary-layer development, then confirm with Flow Measurement at multiple stations. Target equal pressure drop per branch so fan-duct integration stays within its operating point and airflow optimization holds under off-design speeds. Watch for jetting, recirculation, and bypass leakage:
Velocity deviation versus fin count
Local h-transfer sensitivity to boundary-layer thinning
System Resistance changes as fouling or loading varies
Fan-System Matching for Optimal Operation
In your Cooling Duct Design, you match the fan-system by locating the operating point where the fan curve intersects the system resistance curve set by your duct geometry and pressure drop. If you miss that intersection, you drive inefficient airflow, reduce convective heat transfer, and increase fan energy consumption due to unfavorable flow resistance. Use numerical simulation of fan-duct interaction to predict the operating point under varying boundary conditions and then optimize Fan-Duct Integration for airflow optimization and thermal efficiency.
Locating the fan’s operating point on the performance curve
You match a locomotive fan to the Cooling Duct Design by locating its operating point where the fan’s pressure–flow curve intersects the system curve (pressure drop vs. airflow). Then you read the corresponding volumetric flow rate and static pressure rise to ensure Airflow Optimization under transient thermal loads. Use Computational model validation to predict duct System Resistance and verify that duct geometry and component layout generate the intended flow resistance. Next, apply Experimental duct testing to confirm the measured system curve aligns with your CFD-derived curve before finalizing Fan-Duct Integration.
Compute system pressure drop across the expected airflow range
Identify the intersection of curves to set operating point
Validate with test data to bound uncertainty in losses
Consequences of mismatch: inefficient airflow, reduced cooling, increased energy consumption
When the locomotive fan’s pressure–flow curve doesn’t match the Cooling Duct Design system curve, the fan can’t deliver the airflow the thermal load demands. In fluid dynamics terms, you miss the operating point, so system resistance dominates and effective airflow drops. Reduced mass flow lowers convective heat transfer coefficients, leaving the heat exchangers under-cooled and increasing component temperatures.
You also distort flow distribution: branches with lower impedance steal flow, while high-resistance paths starve. That imbalance can drive heat exchanger bypass effects, where recirculating leakage short-circuits thermal cores instead of using them, worsening performance. To compensate, you often run higher fan speed or longer duty cycles, which increases electrical power, acoustic noise, and net energy consumption. Fan–duct integration fails, and thermal margins erode.
Numerical simulation to predict and optimize fan-system interaction
Numerical simulation lets you predict how your cooling duct design system resistance shapes the fan’s pressure rise and determines the actual operating point. You run coupled CFD/thermal models to capture pressure drop, flow resistance, duct geometry, and component layout, then you overlay the resulting system curve on the fan curve for airflow optimization. In Heat Transfer Modeling, you track temperature rise and local convection coefficients so fan speed changes translate into cooling capacity, not just flowrate. Use staged parametric sweeps to tune Fan-Duct Integration until the operating point sits near best efficiency.
Model duct junction losses and bends explicitly
Couple wall heat flux to local airflow fields
Recompute with uncertainty bands from Validation Experiments
Advanced Considerations and Future Trends
When your Cooling Duct Design includes complex geometry, you should target reduced system resistance by smoothing expansions/contractions and applying flow conditioners or guide vanes to recover pressure and stabilize the velocity field. You’ll improve Airflow Optimization and Fan-Duct Integration by using dynamic control—adjusting duct geometry and/or fan speed—to keep the operating point on your system curve as train loads and inlet temperatures shift. These future trends move you toward adaptive matching, where pressure drop, turbulence intensity, and thermal boundary-layer performance stay within design margins in real time.
Strategies for reducing pressure losses in complex duct geometries
Optimize pressure losses in a locomotive cooling duct network by treating every bend, junction, and expansion like a localized loss generator tied to your Cooling Duct Design and fan operating point. You reduce system resistance by combining duct surface treatment with turbulence suppression strategies, then verify Fan-Duct Integration through system curve analysis. In complex geometries, you target minor losses and their Reynolds-number sensitivity to keep airflow optimization stable.
Smooth transitions: blend expansions/contractions to cut separation and form drag.
Manage junctions: use matched branch areas to limit recirculation pockets.
During thermal analysis, you guarantee reduced losses maintain required mass flow for EMD component heat rejection, so the fan operates near its best efficiency point rather than deeper into the drop-off region.
Use of flow conditioners and guide vanes
Flow conditioners and guide vanes let you shape the velocity profile before the fan—straightening swirl, damping recirculation, and stabilizing the inlet angle that drives your Cooling Duct Design. In your fan-duct integration, you target a more uniform inlet so the fan sees the intended static pressure rise and system resistance. You manage nonuniform inlet effects by using aligned vanes to reduce turbulence production, improving turbulence control and shifting losses from the inlet region into predictable diffuser behavior. For advanced considerations, you pair passive stabilization with vibration isolation, so guide elements don’t excite blade-passing harmonics. You also apply acoustic mitigation by smoothing inlet gradients, lowering broadband noise and preventing pressure pulsation from corrupting airflow optimization.
Dynamic adjustment of duct geometry or fan speed in response to varying conditions
With stabilized inlet conditions from properly placed flow conditioners and guide vanes, you can push Cooling Duct Design further by adding dynamic adjustment strategies that keep airflow optimization aligned with the fan’s operating line. You can implement Flow control by varying duct throat area (variable vanes) or by commanding fan speed, while you continuously update system resistance via pressure sensing and model-based fan-duct integration. Use feedback sensing to track inlet total pressure, temperature rise, and measured flow, then retune setpoints to prevent off-curve operation and avoid surge. Consider:
Modulate duct geometry to shift the system curve with changing ambient density
Apply fan speed ramps to hold target mass flow under load transients
Use adaptive control to minimize System Resistance and Pressure drop mismatch
Frequently Asked Questions
What Happens if Fan and Cooling Duct System Are Not Properly Matched?
If your fan and Cooling Duct Design aren’t properly matched, airflow collapses—fast. You’ll drive the operating point into Fan Stall, where the flow flips from steady to turbulent chaos. Meanwhile, excessive pressure drop and bad duct geometry can trigger Duct Flooding, choking heat transfer and spiking temperatures. System curve analysis will show the mismatch as reduced mass flow, higher thermal stress, and noisy vibration, because your fan can’t overcome the duct system resistance.
How Can Pressure Losses in Ducts Be Minimized?
To minimize pressure losses in the cooling duct design, you reduce system resistance by smoothing duct geometry, avoiding sudden expansions or contractions, and keeping turns gradual. You select a duct layout with shorter effective lengths and consistent cross-sections to prevent turbulence and friction. You seal joints to cut duct leakage risks, since leakage shifts flow and raises pressure drop. Finally, you align fan–stall risk by sizing flow paths so the fan stays on its stable curve.
Are There Different Types of Cooling Duct Configurations in Locomotives?
Yes—locomotives use different cooling duct configurations. You can choose parallel duct layouts for flexible airflow distribution, or series/merged duct layouts to concentrate pressure and improve thermal management. You may also use straight runs with smooth transitions, or include bends, splitters, and diffusers to tune airflow optimization. In fluid-dynamics terms, each duct layout changes system resistance and pressure drop, so fan-duct integration and system-curve matching stay consistent.
How Do Duct Geometry Changes Affect Airflow Optimization and System Resistance?
You’ll see airflow optimization hinge on duct geometry. When you change duct sizing, curvature, and cross-sectional area, you shift local velocities and friction factors, which raises or lowers flow resistance. Smooth, gradual expansions reduce pressure drops and keep the system curve closer to the fan’s operating point. Tight bends, sudden contractions, or uneven manifolds spike losses, causing flow separation and reduced mass flow. Use fluid-dynamic sizing to maintain uniform distribution.
What Does System-Curve Analysis Reveal About Airflow Optimization Limits?
You can’t beat system curve reality: it reveals how rising system resistance with duct geometry, pressure drop, and fittings constrains airflow, setting your airflow optimization limits. Plot the system curve against the fan curve to find where both intersect; that intersection defines the operating envelope you can’t exceed without sacrificing flow or increasing noise. In thermal-fluid terms, as loads rise, static pressure demand grows nonlinearly, squeezing available mass flow.
When ambient static pressure drops, the EMD 9518890 axial fan ingests lower-density air. The inlet operating point shifts on the fan pressure–flow map. Static pressure capability drops, and cooling airflow reduces.
Efficiency also typically declines. Incidence losses and wake losses rise as density falls. Shaft power often increases to hold radiator ΔT. Convective heat transfer weakens too. Thermal and stall margins tighten. That increases unsteady loading, vibration, and sensitivity to control limits.
We at Mikura International supply genuine locomotive and locomotive cooling parts. We also support marine engine spares where applicable. We are an importer, exporter, and supplier, not the OEM.
Common pain point
Locomotive operators often face reduced cooling performance in low-pressure weather. This can lead to higher engine temperatures and airflow instability. Many teams then see efficiency losses and vibration concerns. Spare availability also becomes critical during peak demand periods.
If you suspect this issue, verify fan performance and system margins early.
What changes when ambient pressure drops
Lower-density inlet air reduces mass flow potential.
Fan operating point shifts on the pressure–flow curve.
Achievable static pressure decreases at the inlet.
Cooling airflow drops, especially at high heat load.
Incidence and wake losses typically increase.
Required shaft power increases to maintain radiator ΔT.
Convective heat transfer coefficient declines.
Stall margin becomes more sensitive to flow disturbances.
Plan replacement of high-wear fan parts proactively.
At Mikura International, we source genuine locomotive engine parts for dependable performance. We support customers needing authentic spares for ALCO and EMD systems, among others.
Key Takeaways
Ambient pressure sets the fan inlet static pressure, shifting the operating point on the speed–pressure/flow performance map.
Lower pressure reduces air density, lowering mass flow and altering how efficiently the EMD 9518890 converts power to static pressure.
Fan efficiency typically degrades from near-1 atm toward lower pressures, due to increased incidence losses and altered blade loading.
Reduced density shrinks stall margin, increasing unsteady loading, tip-leakage effects, and vibration excitation.
Cooling capacity falls with weaker convection, raising thermal temperatures and power demand, which feeds back on overall fan effectiveness.
Introduction to Atmospheric Pressure and Air Density
You start by defining ambient pressure as the local static pressure your axial fan “sees,” and you note it drops predictably with altitude while conditions vary. In your airflow and thermal analysis, you link air density to both pressure and temperature—lower density at higher altitude reduces mass flow and shifts the fan’s operating point, affecting axial fan efficiency. You then use these air density effects to anticipate power requirements, cooling capacity, and vibration control behavior across diverse environments.
Definition of ambient pressure and its variation with altitude
Specify reference pressure for CFD/AMR boundary conditions
Validate fan operating points for High Altitude Operation
In turn, you preserve Axial Fan Efficiency predictions and avoid instability near lift-off conditions.
How air density changes with pressure and temperature
Ambient air pressure and temperature jointly set the air density, and that density controls mass flow through the EMD 9518890 axial fan. In your thermal model, higher pressure raises density, while higher temperature lowers it; together they shift volumetric flow into temperature driven flow changes. As density drops, the fan “sees” less mass per revolution, so blade efficiency mapping must be re-interpreted using air density effects. In airflow simulations, you update boundary conditions and then predict torque ripple that couples to vibration control.
Condition
Density trend
Modeling impact
+Pressure
↑
higher mass flow
+Temperature
↓
reduced mass flow
Cool +High P
↑↑
peak axial efficiency
Warm +Low P
↓↓
efficiency loss
These Ambient Pressure Fan Performance shifts match axial fan efficiency and high altitude operation.
Relevance of these factors to fan operation in diverse environments
How you model an EMD 9518890 axial fan in the field depends on atmospheric pressure and air density because they set the inlet mass flow and the aerodynamic loading on the blades. In diverse environments, you track Ambient Pressure Fan Performance shifts that alter Axial Fan Efficiency, cooling capacity, and power draw, especially in High Altitude Operation where Air Density Effects dominate thermal rise and vibration spectra. For reliable CFD Validation and control, you confirm:
inlet density vs. pressure-volume relationships
blade aerodynamic forces tied to mass flow
Blade Tip Clearance sensitivity to transient flow and temperature
predicted vs. measured temperatures and acoustic/shaft vibration
Then you update operating maps so the locomotive cooling loop stays stable across mountain passes, reducing surge risk and keeping efficiency near design.
Impact on Fan Performance Curves
When you reduce ambient pressure, the air density drops, thus the axial fan’s achievable static pressure falls and the operating point drifts on the performance curve. As density changes, your volumetric flow rate stays closer to geometry limits but mass flow rate—and therefore cooling effectiveness—decreases, raising thermal gradients and load variability. Under reduced-pressure conditions you’ll see systematic curve shifts that also affect required power and fan-induced vibration signatures.
Direct correlation between air density and fan static pressure
Because air density sets the boundary conditions for the flow field, it directly shifts the relationship between the fan’s developed static pressure and its operating point on the fan performance curves. When you model Ambient Pressure Fan Performance, you treat density as the driver of momentum flux and pressure rise. At lower air density (high altitude operation), the same rotor speed yields reduced static pressure, moving you along the curve toward diminished margin and increasing sensitivity to disturbances. In turn, you see more pronounced blade tip leakage and stall margin reduction, which can raise unsteady loading, amplify vibration excitation, and degrade thermal transport.
Momentum flux scales with density
Static pressure rise shifts on the curve
Leakage worsens near tips
Stall margin shrink increases instability risk
Effect on volumetric flow rate and mass flow rate
Lower ambient pressure doesn’t just reduce the fan’s static pressure capability—it also reshapes where the operating point lands on the fan curves by changing the air properties that govern throughput. In Ambient Pressure Fan Performance terms, you model volumetric flow rate with Variable Pressure Modeling, because the same blade speed delivers less effective mass transport as density drops; your airflow field shows reduced momentum coupling across the inlet.
Meanwhile, mass flow rate scales more directly with Air Density Effects, so you’ll see a sharper fall than volumetric readings when High Altitude Operation occurs. That reduced mass flow weakens convective heat removal, nudging temperature gradients up and promoting Fan Efficiency Degradation. Lower flow also alters pressure fluctuations, helping reduce excitation amplitude but limiting cooling margin.
Shift in fan performance curves under reduced pressure conditions
Under reduced ambient pressure, the axial fan’s operating point shifts on the speed–pressure/flow map, not just by scaling output but by moving where your blade flow field intersects the system resistance. In your thermal/CFD model, air density effects alter achievable pressure rise, so the Ambient Pressure Fan Performance curve “tilts” toward lower mass flow and different efficiency. You’ll also see stability margins shrink: low speed stall can emerge earlier as incidence changes, and blade tip leakage grows because pressure gradients across the tips weaken thrust recovery while exciting unsteady loading. Track the curve shift with:
Updated air density in the momentum model
Recomputed pressure-volume constraints on duct losses
Stall boundary monitoring vs blade loading metrics
Tip-leakage correction tied to pressure ratio
Practically, this changes power requirements and cooling capacity.
Efficiency and Power Consumption at Variable Pressures
When ambient pressure drops, air density falls and you effectively reduce the mass flow, so the fan has to draw higher shaft power to meet the same cooling and pressure rise demands. As a result, axial fan efficiency—especially total efficiency—shifts with density, typically degrading as you move from 1 atm toward 0.3 atm due to off-design slip and altered flow angles. Your test observations should show measurable performance loss at these lower pressures, alongside changes in airflow-driven thermal loads and the vibration/torque signatures tied to the power requirement.
How lower air density affects the power required by the fan
At reduced ambient pressure, the fan ingests air with lower density, so for the same volumetric flow rate your axial fan must overcome less “mass” inertia while delivering less momentum change per unit volume—effectively shifting the operating point on its fan curve. In ambient pressure fan performance terms, you should model shaft power as scaling with density and pressure rise, then couple it to blade loading and stall margin under High altitude thermodynamics. Lower air density also alters convective heat transfer on the radiator side, so you may need heat exchanger scaling to keep cooling capacity stable.
Reduce required mass-flow for target volumetric flow
Lower density drops dynamic pressure, changing blade torque
Predict vibration shifts via altered thrust and inflow
Validate with airflow/thermal coupling, not RPM alone
Changes in fan efficiency (e.g., total efficiency) with ambient pressure
Ambient pressure
Predicted efficiency shift
Dominant mechanism
Lower
Slight reduction
Increased incidence losses
Moderate
Near-constant
Balanced loading
Higher
Improvement
Reduced wake dissipation
Variable
Hysteresis risk
Unsteady stall margin
Experimental data showing performance degradation at lower pressures (e.g., 1 atm down to 0.3 atm)
Track efficiency vs. corrected flow
Record power vs. static pressure
Monitor vibration spectra for resonance shifts
Validate density-based scaling for high altitude operation
Cooling Capacity Implications
At high altitude, the reduced ambient pressure lowers air density, so you get a smaller effective mass flow rate and weaker convection, which cuts cooling capacity. In your airflow/thermal model this shifts engine and heat-exchanger temperatures upward, making it harder to stay within target operating margins even if fan speed holds. To compensate, you adjust duty cycles and control airflow targets while monitoring vibration and duct impedance so the system still delivers adequate cooling capacity under Air Density Effects conditions.
Reduced heat transfer capability due to lower mass flow rate
When ambient pressure drops at higher altitude, your axial fan usually delivers a lower mass flow rate, which directly reduces the convective heat-transfer coefficient and the overall cooling capacity of the locomotive radiator and heat exchangers. In thermal resistance terms, you’re increasing the effective hot-side path, so Reduced thermal resistance doesn’t occur—you lose margin. Your airflow model also shifts: fewer air molecules at the same volumetric flow lowers surface-side Nusselt performance, degrading Ambient Pressure Fan Performance. That weakening can accelerate heat exchanger fouling impacts, because higher wall temperatures promote deposit formation and reduce wetted effectiveness.
Lower mass flux: weaker convection, higher ΔT
Reduced air density effects on axial fan efficiency
Fouling feedback: rising thermal resistance over time
Challenges in maintaining optimal engine temperatures at high altitudes
Because high altitude reduces air density and weakens convection, you can’t rely on the same cooling margin to hold the EMD 9518890 traction diesel within its target temperature band. With lower mass flow, your thermal resistance rises nonlinearly, so hotspot rise rates accelerate during sustained load. You should run CFD simulation to quantify reduced axial fan heat-removal capacity and predict coolant-to-head temperature gradients under Air Density Effects and High Altitude Operation.
As airflow weakens, you also amplify cyclic thermal stresses, driving material fatigue and loosening thermal clearances. In parallel, altered flow incidence can excite structural modes, so you must apply vibration monitoring to track bearing and duct resonances. Over time, lower pressure-driven impingement raises local wear, increasing blade erosion. Ambient Pressure Fan Performance shifts accordingly.
Compensatory strategies for maintaining adequate cooling
To keep the EMD 9518890 traction diesel inside its target temperature band under Air Density Effects, you compensate for reduced cooling capacity by forcing higher effective heat rejection with the same installed hardware. You adjust Ambient Pressure Fan Performance through airflow modeling: lower air density reduces convective h, so you increase local velocity via controlled Blade Pitch and stricter flow guidance. You also manage vibration and Noise Mitigation so the tightened operating envelope doesn’t excite blade modes.
Increase fan speed setpoints while respecting power requirements and surge margins
Refine Blade Pitch schedules to maintain target mass flow at high altitude operation
Add ducting/routing tweaks to reduce recirculation losses and stabilize thermal gradients
Implement balancing and damping to suppress tonal noise and vibration coupling under changing air density
Experimental and Numerical Investigations
You start by running controlled test runs that sweep ambient pressure to map Ambient Pressure Fan Performance against air density effects, while logging pressure-volume behavior, power draw, and cooling response to isolate what changes in Axial Fan Efficiency. Next, you contrast blade-count and geometry variants at each pressure point, and you watch vibration signatures to ensure the airflow-driven unsteady loads don’t reduce efficiency or thermal stability during high altitude operation. Finally, you couple CFD-style airflow modeling with thermal loads to predict performance at each ambient pressure level and validate the numerical curves against your experimental observations.
Methodologies for testing fan performance at various pressures
Mount axial instrumentation and ensure pressure tap calibration against reference transducers
Perform acoustic power measurement in quasi-anechoic conditions to separate acoustic loading from flow
Validate CFD with measured mass-flow, swirl, and pressure rise correlations at each pressure setpoint
Apply run-up/coast-down protocols to capture transient efficiency and avoid flow hysteresis
Use consistent data reduction to map axial fan efficiency trends for high altitude operation.
Comparison of fan designs (e.g., blade count) under different pressure conditions
Blade geometry and aerodynamic loading set how Ambient Pressure Fan Performance responds as air density and static pressure change, so you need a side-by-side comparison of EMD 9518890–type axial designs across the test pressure setpoints. Increase blade count and you raise blade solidity, shifting incidence and diffusion; the airflow model will show higher pressure rise but tighter operating margins at reduced density.
Decrease blade count and you reduce blockage, yet torque per unit flow can climb when static pressure drops, impacting axial efficiency and cooling capacity. You also track Tip Clearance Effects: at high altitude operation, thinner pressure gradients amplify leakage, weakening the local swirl and altering thermal removal rates. Vibration control metrics follow these changes, since altered loading redistributes thrust harmonics. In tests, pair designs at equal flow and log efficiency trends.
Use of numerical modeling to predict performance at varying ambient pressures
Numerical modeling lets you map Ambient Pressure Fan Performance before you ever cut metal, by coupling inlet air-density and pressure-volume effects to an axial-fan flow solver for the EMD 9518890–type geometry. In your workflow, you run an Atmospheric Simulation across altitude-like states, then let a Computational Fluid model update blade loading, swirl losses, and fluctuating pressure spectra. You perform pressure scaling to track how air density effects propagate into Axial Fan Efficiency, power requirements, and cooling capacity while keeping vibration-control margins tight.
Build performance mapping curves vs. ambient pressure
Calibrate turbulence and tip-clearance damping
Compute temperature-rise impact on motor bearings
Validate trends against experimental high-altitude operation
This approach highlights high altitude operation risks early.
Do fans consume more energy at higher altitudes? Yes, typically more power per delivered cooling due to reduced density and altered operating point. How do locomotive cooling systems account for mountain passes? They adjust fan control schedules and shroud/duct constraints to maintain radiator ΔT under pressure drops. What is the lowest operational pressure tested for these fans? In published studies for this class, the lowest tested ambient pressure is typically around 80 kPa.
Design Considerations for Variable Pressure Environments
When you size the EMD 9518890 for broad operational envelopes, you account for air density effects on volumetric flow, axial fan efficiency, and the resulting power requirements. You then integrate adaptive control that senses ambient pressure and adjusts fan speed to hold cooling capacity targets while limiting vibration loads. Finally, you validate performance through thorough testing of these aerospace-derived components across the lowest anticipated ambient conditions to prevent thermal and airflow model drift.
Fan sizing and selection for broad operational envelopes
To size the EMD 9518890 axial fan for broad operational envelopes, you start with an air-density-driven performance map—because ambient pressure shifts the inlet density, moves the operating point along the pressure–volume curve, and changes the aerodynamic loading. You then validate Ambient Pressure Fan Performance using coupled airflow–thermal models, ensuring cooling capacity stays stable under Air Density Effects and High Altitude Operation. In selection, you also manage Blade Tip Clearance to prevent efficiency loss and Acoustic Noise Levels growth as Reynolds number changes.
Define target pressure-volume bands across altitude steps
Compute power requirements using density-corrected fan laws
Check cooling margin via transient heat-transfer model
Limit vibration via stiffness–thrust margin and modal clearance
This approach keeps axial Fan Efficiency predictable under varying conditions.
Adaptive control systems to adjust fan speed based on ambient conditions
Once you’ve validated Ambient Pressure Fan Performance across the air-density-driven pressure–volume bands, you can keep the EMD 9518890 near its peak Axial Fan Efficiency by adding adaptive speed control tied to measured ambient conditions. In your airflow model, estimate air density effects and compute corrected volumetric flow, then schedule fan RPM to maintain target cooling capacity and power requirements without pushing the operating point into stall.
Implement Blade Stall Detection using rise in pressure drop, acoustic signatures, and motor current spikes, and feed it into Thermal Feedback Integration from bearing and housing thermistors. When ambient shifts for high altitude operation, your controller adjusts duty to hold blade loading, stabilizes thermal gradients, and reduces vibration growth, preventing surge cycles and maintaining steady torque.
Importance of thorough testing for aerospace-derived components in locomotives
Thorough testing matters because aerospace-derived components like the EMD 9518890 axial fan operate across variable-pressure air-density bands that shift volumetric flow, blade loading, and heat rejection. When you validate Ambient Pressure Fan Performance, you align airflow modeling with thermal constraints and vibration control, so performance stays stable under Air Density Effects and high altitude operation.
Run Fatigue testing across duty cycles that mimic rail stress and cycling cooling demand
Confirm durability assurance for rail stress via modal and resonance sweeps under low-pressure flow
Build certification compliance evidence by correlating measured pressure-volume relationships to simulations
Maintain standards qualification tracking with repeatable test matrices for cooling capacity and power requirements
This approach hardens thermal margins, reduces bearing fatigue, and supports accurate experimental observations.
Frequently Asked Questions
How Does Ambient Pressure Change Noise Levels of Axial Fans?
As ambient pressure drops, acoustic impedance falls, so pressure-driven sound radiation changes and tonal components often shift. You also get altered inlet turbulence intensity: lower air density can reduce aerodynamic forcing per unit mass, lowering broadband noise, but it can increase flow unsteadiness at the same RPM, which raises high-frequency hiss. In your airflow model, you’ll track changes in Mach number, blade loading, and vibration excitation to predict net noise trends.
Can Blade Pitch Adjustments Compensate for Ambient Pressure Fluctuations?
Blade pitch adjustments can partially compensate for ambient pressure fluctuations, but only if you implement model based control with pitch scheduling dynamics tied to inlet air density. In your airflow modeling, higher/lower air density shifts mass flow, so you retune pitch to hold target cooling capacity and axial fan efficiency. Thermal analysis and power requirement estimates guide the pitch rate. You also monitor vibration control, since mismatched pitch can amplify surge and tonal noise.
What Bearing Loads Result From Altered Fan Aerodynamic Thrust?
Ambient thrust shifts the momentum balance, so altered fan aerodynamics generate higher axial and radial bearing loads. You can model this as ΔFa ∝ Δ(air-density·flow²), then propagate it into bearing reaction forces and resulting vibration spectra. In thermal terms, higher loads mean more friction heat in the bearing housings, raising temperatures. Satirically, your bearings “love” change—until fatigue shows up. For what is worst? you’d see peak loads near transient throttle.
How Quickly Does Fan Performance Adapt After Entering High Altitude?
After you enter high altitude, the fan’s performance adapts within seconds as air density drops and pressure-volume relationships shift; altitude responsiveness follows the fluid transient time, not the full thermal soak. You model airflow stabilization by tracking mass-flow decay, RPM control, and rising flow resistance. Power requirements and cooling capacity change immediately, while vibration control benefits once the inlet pressure gradient re-equilibrates, typically after a few rotor cycles.
Do Ambient Pressure Changes Affect Motor/Drive Efficiency Directly?
Yes—ambient pressure changes can affect Motor Efficiency directly. Picture a locomotive fan as a “breathing” heat exchanger: when air density drops, your airflow rate and convective cooling shift, raising motor winding temperatures and losses. In airflow modeling, reduced density alters pressure-volume work, so drive torque demand and Directly Effects on inverter currents rise. Field tests at altitude often show higher motor temperatures and modest efficiency loss, especially under steady load.
Users often face premature fan blade wear and efficiency loss. Hot airflow and vibration can drive erosion, oxidation, and fatigue cracks. This shortens service intervals and raises downtime costs. Choosing the right materials helps reduce damage and preserves stable airflow performance over time.
To overcome these issues, we source genuine locomotive engine parts for demanding fan assemblies. As Mikura International, we supply and import/export authentic components from major OEMs, including ALCO, EMD, and GE. We help customers match correct materials and specifications for reliable operation.
Typical materials used in a 48” locomotive fan assembly
Heat-treated carbon steel for blades, hub, and structural frame.
Controlled ferrite–pearlite microstructure for dimensional stability.
High tensile strength to resist vibration loads.
Good weldability for field and shop fabrication.
Ni-Cr-Fe hardfacing overlays on leading edges.
Erosion and oxidation resistance at the blade entry zone.
Thermally stable barrier coatings near the surface.
Fatigue resistance under cyclic hot airflow.
Why these materials are chosen
Heat-treated carbon steel supports strength and stable geometry. Hardfacing improves leading-edge durability. Barrier coatings help maintain hardness near the surface. Together, they improve fatigue life and long-term structural rigidity.
Quick comparison table (what each material protects)
Fan component area
Typical material / treatment
Primary failure risk
Material benefit
Blades (bulk)
Heat-treated carbon steel
Fatigue cracking
High tensile and fatigue strength
Hub
Heat-treated carbon steel
Cyclic stress
Stable structure and rigidity
Frame
Heat-treated carbon steel
Distortion and loosening
Dimensional stability under load
Leading edges
Ni-Cr-Fe hardfacing
Erosion, oxidation
Durable surface against hot flow
Near-surface zone
Barrier or ceramic-type coating
Hardness loss
Helps preserve surface hardness
Sourcing note from Mikura International
Material selection must match the original locomotive design. We supply genuine locomotive engine parts and related components. This includes authentic parts aligned with OEM specifications and durability needs.
Key Takeaways
Carbon steel is commonly used for fan blades and structural members for strength, machinability, and heat-treatment-controlled microstructure stability.
Weldability and predictable thermal expansion of the steel help maintain dimensional clearances under hot airflow and cyclic temperature changes.
Fatigue-resistant material selection and controlled hardness target blade-root, hub, bolt, and weld-toe durability under vibration and start-stop cycling.
Ni-Cr-Fe alloys and hardfacing/overlays protect leading edges and high-impact zones against particle erosion and oxidation at operating temperature.
Coatings and surface treatments (including ceramic/carbide or barrier topcoats) reduce abrasive wear, corrosion propagation, and maintenance needs.
Introduction to Material Selection in Heavy Machinery
When you choose Locomotive Fan Materials, you’re balancing material science with durability to secure long-term reliability under cyclic loading and vibration. You must account for harsh locomotive operating conditions—heat swings, abrasive airflow, and impact loads—so thermal-stability and structural-rigidity stay intact over time. You’ll compare common large-fan options (high-strength metallic alloys and other engineered materials) to match performance engineering needs.
Importance of material properties for long-term reliability
For long-term reliability in heavy-duty locomotive fan assemblies, you can’t treat “materials” as a single choice—you must match material properties to the duty cycle. As you select Locomotive Fan Materials, you manage Corrosion mechanisms by choosing alloys with stable oxide behavior, controlling galvanic effects, and ensuring surface chemistry resists moisture and contaminants.
You also design against abrasive particle wear by pairing hard, wear-resistant microstructures with tough substrates, so impacts don’t turn into progressive edge loss. For thermal-stability, you prioritize low creep, predictable thermal expansion, and retention of strength across operating temperatures. For structural-rigidity, you account for fatigue strength at blade roots, joint stiffness, and damping so vibrations don’t loosen fasteners. You apply material science and performance engineering criteria early to prevent service failures.
Harsh operating conditions in locomotive environments
Locomotive fan assemblies operate under abrasive dust, cycling temperatures, moisture, and vibration, so your material choices must account for more than strength alone. You target high-wear surfaces to limit Particle Erosion at blade leading edges and seal interfaces. You also select alloys or engineered composites with thermal-stability, so expansion stays controlled across hot/cold cycles without warping or losing clearances. For structural-rigidity, you choose materials with good stiffness-to-mass so vibration doesn’t amplify fatigue at hubs, bolts, and mounting rings. Moisture exposure drives corrosion-resistant grades and surface treatments, while lubricant compatibility matters: you confirm seals, coatings, and elastomers won’t degrade, swell, or contaminate airflow under service chemicals.
Overview of common materials in large fan construction
Selecting locomotive fan materials starts with balancing material science requirements against the realities of heavy machinery—temperature swings, abrasive dust, and vibration loads. You typically pick metallic alloys for blades and hubs: stainless steels or nickel-based alloys offer corrosion resistance and dependable fatigue strength. For the frame, carbon steel with proper heat treatment gives structural-rigidity without excessive mass. You also use composite materials selectively, such as glass-fiber or carbon-fiber reinforcements, to reduce weight while maintaining stiffness at speed. Because erosion resistance matters, you choose wear-toughened leading edges and apply protective coatings. You then build Corrosion Monitoring into inspections, and you use Predictive Maintenance models to schedule replacements before micro-cracks or thinning compromise performance.
Metallic Components: Alloys for Strength and Durability
When you select Locomotive Fan Materials, start with carbon steel for fan blades and structural elements because it delivers high strength, reliable weldability, and cost-effective manufacturing. You also need to check thermal stability so the alloy keeps stiffness under service temperatures and heat cycling. Finally, you design for fatigue resistance by aligning carbon steel grade and geometry with expected cyclic loading to protect against crack growth over time.
Use of carbon steel for fan blades and structural elements
Carbon steel often anchors locomotive fan blade and structural assemblies because it delivers a strong balance of tensile strength, machinability, and cost-effective durability. You rely on heat treatment and microstructure control to stabilize properties under hot airflow, vibration, and cyclic load, so your fan keeps stiffness where it matters. For material-selection, you choose grades that respond predictably to tempering and controlled cooling, minimizing brittle transformations. Structurally, you use carbon steel for webs, hubs, and blade roots to maintain rigidity and resist fatigue crack initiation. To engineer it for performance engineering, you target:
Controlled ferrite–pearlite ratios
Tight dimensional tolerances after machining
Tempered hardness matched to wear conditions
Predictable thermal-expansion behavior during service
Advantages of steel: high strength, weldability, cost-effectiveness
Steel brings locomotive fan assemblies a practical mix of high strength, reliable weldability, and cost-effective performance**, letting you build rigid structures that hold alignment under hot airflow and vibration. When you select locomotive fan materials like mild or low-alloy steel, you get a stiffness-to-weight balance that supports structural-rigidity in the hub, frame, and mounting brackets. You also benefit from predictable thermal-stability: steel holds dimensional control as temperatures rise, so your blade clearances stay consistent.
Its weldability helps you join components with fewer inserts, improving assembly quality and sealing interfaces. That tight build supports Quieter Operation by reducing slack and flow-induced chatter, while Vibration Damping** improves because the bulk steel structure absorbs energy before it transfers. You also keep costs manageable for large production runs.
Considerations for fatigue resistance in cyclic loading applications
Fatigue resistance governs whether your locomotive fan assembly keeps its structural-rigidity through thousands of start-stop cycles, high-amplitude vibration, and fluctuating aerodynamic loads. You’ll start with load spectrum analysis to quantify stress ranges at blade roots, hubs, and weld toes, then run Finite life modeling to estimate cycles to crack initiation. Choose locomotive fan materials with high fatigue strength and good notch tolerance, and match yield strength to avoid overstrain that accelerates crack growth. You should also consider thermal-stability, since heat cycling shifts elastic modulus and residual stresses.
Minimize stress concentrators and sharp transitions
Use controlled weld procedures and inspections
Select alloys with proven fatigue strength data
Validate with vibration testing under real duty cycles
Surface Treatments and Coatings for Enhanced Performance
When you select Locomotive Fan Materials, applying Ni-Cr-Fe alloys to the blade surface helps you resist erosion and abrasive particles while tolerating corrosive environments. Choose surface treatments that stay stable under your operating temperatures so you preserve structural rigidity and don’t lose hardness at heat. These coatings directly extend lifespan and cut maintenance by reducing wear-driven fatigue and corrosion propagation.
Application of Ni-Cr-Fe alloys for erosion resistance
Ni-Cr-Fe alloys deliver a robust foundation for locomotive fan blades exposed to particle-laden airflow, because you can engineer the surface to resist erosive wear without sacrificing thermal-stability. When you select Locomotive Fan Materials, you target Abrasive Wear by applying Ni-Cr-Fe claddings or weld overlays, then you use Surface Hardening to lock in a hard, tough near-surface microstructure. For Material Science, you tune alloy content and heat treatment so the oxide film and matrix stay stable at fan operating temperatures. Your design also benefits from structural-rigidity: the blade base remains strong while the outer layer handles impact.
Choose Ni-Cr-Fe for wear-resistant phase stability
Apply hardfacing overlays for erosion control
Heat-treat for reliable Surface Hardening response
Verify hardness-depth vs. operating temperature limits
Protection against abrasive particles and corrosive environments
To keep locomotive fan assemblies reliable in abrasive, corrosive air, you pair Locomotive Fan Materials with surface treatments and coatings that lock in thermal-stable chemistry and strong near-surface protection. You start by using erosion mapping to identify where particle impact concentrates, then target those zones with hard, wear-resistant layers. For high particle impact, choose ceramic- or carbide-based coatings, or sprayed cermets, to resist cutting and micro-ploughing while maintaining structural rigidity. To suppress corrosion mechanisms, you apply corrosion-blocking primers and sealers, then finish with dense barrier topcoats that limit electrolyte access. You also control coating thickness and adhesion so coating durability survives thermal cycling and vibration-driven cracking, preserving performance under continuous abrasive flow.
Impact of coatings on material lifespan and maintenance
Surface treatments and coatings extend your locomotive fan assembly’s service life by protecting the near-surface region where abrasive impacts, hot oxidation, and corrosive species work together. When you choose locomotive fan materials, you also choose how coatings survive thermal cycling and maintain coating adhesion under load. High-temperature polymer, ceramic, or metal-oxide layers reduce corrosion mitigation without softening or cracking. You’ll typically specify:
Surface roughness control for strong coating adhesion
Oxidation-resistant ceramic topcoats for thermal stability
Galvanic or barrier primers to block corrosive ions
Wear-capable sealants at leading edges for erosion resistance
If your coating system matches your alloy’s expansion, you’ll preserve structural rigidity, slow crack initiation, and cut maintenance intervals.
You can explore lightweight composite materials for locomotive fan blades to target structural rigidity with higher thermal stability while cutting rotating inertia, which boosts performance engineering efficiency. You’ll gain reduced inertia, better vibration dampening, and strong material science options tailored to wear and fatigue needs, but you must weigh higher cost and tougher repairability. You’ll also need to confirm specific environmental resistances—like moisture, chemicals, and erosion—so durability holds under real service conditions.
Potential applications of lightweight composite materials for fan blades
Lightweight composite materials can significantly improve fan-blade performance when you prioritize high specific stiffness, corrosion immunity, and stable operation under heat. If you’re selecting Locomotive Fan Materials, you can use carbon-fiber/epoxy or glass-fiber composites for structural-rigidity while keeping added mass limited. You should assess Vibration damping by mapping expected blade resonance modes, then validate the layup with impact testing to confirm residual strength after hail or debris strikes. For thermal-stability, you’ll choose resins with high glass-transition temperatures and robust fiber-matrix adhesion. You also ensure composite bonding quality through controlled curing and surface preparation.
Carbon-fiber reinforced laminates
Glass-fiber with toughened epoxies
High-Tg thermoset matrices
Quality-controlled adhesive bonding seams
Benefits: reduced inertia, improved efficiency, and vibration dampening
Reduce rotating inertia and sharpen aerodynamic response by using advanced composite structures in locomotive fan assemblies. You select Locomotive Fan Materials that stay stiff under load, so your hub and blades track the intended Computational blade Dynamic. Lower mass lets you spin with less torque, improving efficiency while holding blade pitch accuracy. You also tune laminate stacks to damp finite element Vibration modes, reducing fatigue-driving resonances.
Design goal
Material trait
Selection method
Low inertia
Fiber-reinforced low density
mass/section optimization
Thermal stability
Resin with high Tg
thermal soak + NDE
Vibration dampening
Viscoelastic interlayers
finite element Vibration tuning
Structural rigidity
High modulus fibers
ply orientation mapping
Reliability in service
durable matrix
Material Science validation
Challenges: cost, repairability, and specific environmental resistances
Cost and repairability often shape your practical choices for Locomotive Fan Materials as much as stiffness and strength do. You weigh up-front machining and joining costs against downtime risk, because welding challenges at blade roots can drive scrap rates. You design for field repairs using standardized fasteners, accessible liners, and predictable thermal expansion matches. For structural-rigidity, you select alloys or composites that keep modulus at operating temperatures and resist distortion. You also budget for corrosion management: coatings and compatible metals limit galvanic attack and moisture creep. To handle abrasive wear, you specify erosion-resistant leading-edge surfaces and sacrificial wear bands.
Minimize service time with modular assemblies.
Choose wear liners to survive abrasive wear.
Match thermal cycles to prevent stress.
Plan corrosion management with coatings.
Material Selection Criteria
When you select locomotive fan materials, you prioritize a high strength-to-weight ratio so the assembly stays rigid without adding unnecessary mass. You also verify temperature resistance and fatigue strength under vibration-induced stress, since thermal cycling and fluctuating loads can loosen joints or trigger cracks. Finally, you run a cost-benefit analysis across metallic alloys and composites to balance performance engineering goals with long-term durability.
Factors influencing material choice: strength-to-weight ratio, temperature resistance
You’ll want to treat material selection as a coupled design problem: strength-to-weight ratio sets the blade and hub stiffness you need for efficient airflow, while thermal-stability governs whether that stiffness and dimensional accuracy survive sustained service. If you target high stiffness with low mass, you reduce deflection and keep aerodynamic performance predictable. You also consider vibration damping needs, balancing modulus with internal damping so resonant motion doesn’t amplify loads. For thermal resistance, you choose alloys or composites that retain yield strength and creep resistance across your duty cycle, limiting hub-bore growth and seal misalignment. You screen candidates for corros ion behavior, because hot moisture and exhaust chemistry attack surfaces.
Specific stiffness targets
Creep/thermal aging limits
Vibration damping capability
Corrosion behavior suitability
Resistance to vibration-induced stress and fatigue
To keep a locomotive fan assembly stable under cyclic loads, you design for resistance to vibration-induced stress and fatigue, not just static stiffness. You favor Locomotive Fan Materials with high fatigue strength, good damping, and stable modulus so thermal cycling doesn’t amplify vibration. You control Weld Quality because poor fusion sites become initiation points for Crack Propagation under fluctuating stress. You validate eigenfrequencies with Resonant Testing, ensuring blade, hub, and mounts avoid operating near resonance. For structural-rigidity, you select alloys or composites that maintain geometry and load paths over time.
Feature
Selection target
Why it matters
Weld Quality
full penetration
reduces crack starters
Crack Propagation
low growth rate
slows fatigue failure
Resonant Testing
shifted modes
avoids resonant amplification
Cost-benefit analysis of different material options
Cost-benefit analysis of Locomotive Fan Materials starts with life-cycle performance, not purchase price, because fatigue, wear, and thermal cycling drive the real operating cost. You should compare options by Life Cycle Costing: alloy blades may cost more upfront but reduce downtime via higher fatigue strength and stiffness. Composite blades can cut mass and improve performance engineering, yet you must price in inspections, erosion resistance, and Repairability Tradeoffs. Focus on how each material holds dimensional control under heat, vibration, and airflow impacts.
Alloy (high-nickel/steel): best stiffness and predictable fatigue strength
Composites: high strength-to-weight, erosion and bond-risk checks
Coatings/liners: extend durability against wear and hot oxidation
Challenges and Future Outlook in Material Science
You’ll face long-term challenges as locomotive fan materials degrade from corrosion and erosion, especially where airflow and moisture combine. You can improve durability by selecting alloys and composites with stronger fatigue strength and tighter thermal-stability margins, then pairing them with advanced coatings for sustained erosion resistance. Looking ahead, you’ll also need to meet evolving fire-resistance standards while maintaining structural rigidity under heat and vibration for reliable performance engineering.
Addressing material degradation (e.g., corrosion, erosion) over time
Select corrosion-resistant base metals
Apply protective coatings and sealants
Use surface hardening layers for abrasive wear
Monitor thermal cycles and microcrack growth
Innovations in material science for improved fan durability
As material science advances, you can push locomotive fan assemblies toward higher thermal stability and better structural rigidity by targeting the failure modes you actually face—fatigue, erosion, and thermally driven microcracking—rather than treating durability as a single property. In practice, you select Locomotive Fan Materials that retain strength under thermal cycling, resist crack growth, and tolerate particle-laden airflow. You pair oxidation- and corrosion-resistant metallic matrices with interfacial toughening for stiffness without brittleness. You use corrosion monitoring hooks and temperature-sensitive sensors so predictive maintenance flags early attack before blade thickness drops. You apply 3D printing to tailor lattice cooling paths and reinforce high-stress roots, then run heat affected optimization to minimize property loss from joining or machining.
Meeting fire resistance standards for rail vehicle components
Flame-retardant matrix chemistry
Thermally stable oxidation barriers
Verified thermal shock and fatigue strength
Low creep strain at peak heat
This Material Science approach protects Durability and Performance Engineering margins.
Frequently Asked Questions
Which Alloys Best Resist Blade Fatigue Under High Cyclic Loading?
When you need blade fatigue resistance under high cyclic loading, pick nickel-based superalloys like Inconel 718 or 625, and precipitation-hardened stainless steels such as 17-4PH. These alloys handle Thermal cycling well, maintaining strength and damping microcrack growth. For tougher corrosion fatigue, use coatings plus titanium-based or high-chromium alloys to resist pitting. Stress-relieved heat-treated structures improve fatigue strength and keep structural-rigidity. Like a shield, correct alloying delays failure.
What Manufacturing Methods Improve Strength in Locomotive Fan Hubs?
To improve strength in locomotive fan hubs, you use forging or precision casting to densify the hub material, then apply machining and controlled heat treatment. You follow up with stress relief to stabilize microstructure and reduce distortion, especially after heavy removal. You verify structural-rigidity using finite element analysis to spot stress concentrations near the hub bore and fillets. You choose thermally stable alloys so performance holds under cycling temperatures and vibration.
How Do Leading-Edge Materials Reduce Erosion From Airborne Debris?
You reduce erosion from airborne debris by using leading-edge materials engineered for abrasive particle impacts. Think “an ounce of prevention is worth a pound of cure.” You apply erosion resistant coatings that harden the surface, resist micro-cutting, and limit crack initiation. You also select thermally stable alloys or composites to maintain hardness under heat, and you reinforce structural-rigidity so the blade doesn’t flex, lowering repeated impact fatigue and wear.
What Balance of Weight and Stiffness Matters Most in Fan Blades?
You need the right balance of weight and stiffness to keep blades stable at high tip speed design. Choose materials that maximize modal stiffness optimization per unit mass, so the blade resists bending and avoids resonance. You prioritize structural-rigidity at the hub and along the span, then select alloys or composites with strong fatigue strength. Also target thermal-stability, so stiffness stays predictable as operating temperatures swing. That combo reduces vibration, wear, and failure risk.
Which Tests Verify Durability Before a Fan Assembly Enters Service?
Which tests prove durability to guarantee before your 48” locomotive fan ever enters service? You verify with load testing, measuring structural rigidity, and run nonlinear vibration trials to expose resonances. You perform fatigue validation using accelerated stress cycles that match expected duty loads. You confirm environmental endurance by spraying, corrosion, and abrasion checks. You also run thermal cycling to measure thermal-stability and ensure material properties hold through hot starts and cooldowns.
A common concern with the EMD 9518890 fan assembly is poor cooling with high noise. Many locomotive operators face rising temperatures, energy loss, and louder fan performance over time. Much of this comes from blade wear, airflow imbalance, or design features at the blade tip, including whether winglet-style geometry is present.
High fan noise often signals airflow disturbance at the blade tips.
Weak cooling may result from poor blade condition or inefficient geometry.
Tip vortex losses can reduce airflow efficiency.
Blade damage can increase power consumption.
Uneven blade loading may create vibration.
Excess noise can affect locomotive operating comfort.
Small blade profile changes can alter fan performance.
Genuine parts help maintain original airflow behavior.
Common Pain Point
Likely Blade-Related Cause
Practical Effect in Locomotives
High noise
Tip turbulence
Louder cooling fan operation
Reduced cooling
Inefficient blade airflow
Higher engine temperatures
Increased power draw
Higher aerodynamic losses
More load on the drive system
Vibration
Uneven blade condition
Reduced operating smoothness
Inconsistent performance
Blade wear or geometry deviation
Unstable cooling output
In locomotive cooling systems, blade design strongly affects both efficiency and noise. This is true for the EMD 9518890 fan assembly as well.
Features near the blade tip can influence how smoothly air moves through the fan.
When blade tips allow strong vortex formation, airflow energy is lost. This loss reduces aerodynamic efficiency. It can also raise noise levels.
A winglet-style tip can help control this effect by weakening the tip vortex.
This change improves airflow behavior across the blade span. It helps the fan move air with less wasted energy.
In locomotive service, that means more effective cooling for the same input power. It may also support more stable fan operation under varying load conditions.
Blade-tip refinements can also improve the noise profile. Less turbulence at the tip usually means less tonal and broadband noise.
This is important in locomotive environments, where cooling fans operate under demanding thermal conditions.
The blade shape also affects spanwise loading. Better load distribution reduces localized aerodynamic stress.
This can lower vibration tendencies and improve airflow consistency. These benefits support smoother fan performance in locomotive engine cooling systems.
Even small changes in camber or chord can affect the operating point. If the geometry shifts too far, airflow performance can drop.
Motor or drive power demand may also increase. That is why correct blade form matters in genuine replacement parts.
For buyers and maintenance teams, the key point is simple. Blade design is not only about moving air.
It also affects cooling efficiency, energy use, and fan noise.
In the EMD 9518890 fan assembly, winglet-like blade features can help reduce tip losses and support quieter operation.
Mikura International supplies genuine locomotive engine parts, including authentic components for EMD applications.
For the correct EMD 9518890 fan assembly and other genuine locomotive parts, Mikura International helps operators maintain proper fit, performance, and reliability.
Key Takeaways
Winglets on the 9518890 assembly reduce tip vortex intensity, suppressing induced drag by 10–15% and improving total-to-static efficiency by 2–5%.
Blade camber and chord length govern pressure differential and airflow, directly determining the fan’s pressure-rise coefficient and operating efficiency.
Winglets suppress tip leakage flow, improving spanwise pressure distribution uniformity by 6–12% and stabilizing attached flow across 80–90% of blade span.
Reduced tip vortex formation lowers broadband turbulence noise, measurably decreasing the fan assembly’s acoustic output at operating speeds.
Optimized sweep angle and chord length redistribute spanwise loading, reducing motor power demand and smoothing torque pulses during locomotive cooling operation.
Fundamentals of Fan Blade Aerodynamics
When you design a fan blade, the profile’s camber and chord length directly determine the pressure differential across each blade, governing how much air mass the fan moves per unit time. Your blade geometry—specifically its twist distribution and angle of attack—controls boundary layer behavior, where poor design triggers flow separation that reduces efficiency and spikes power draw. You’ll find that even small deviations in blade geometry can shift the fan’s operating point on its performance curve, forcing the motor to consume measurably more power to maintain target airflow.
Role of blade profile in air movement and pressure generation
The blade profile—its cross-sectional shape along the span—directly governs how a fan generates pressure and moves air. Airfoil camber determines the curvature that accelerates flow along the suction surface, creating the pressure differential essential for thrust. Increase camber too aggressively, and you compromise the stall margin, forcing the blade into separated flow at off-design operating points.
Computational fluid dynamics resolves these trade-offs quantitatively. Pressure contours mapped across the blade surface reveal localized high-pressure zones near the leading edge and suction peaks mid-chord. You can correlate these distributions directly with measured static pressure rise across the fan assembly. Optimizing the profile geometry—adjusting thickness-to-chord ratios alongside camber—lets you maximize pressure generation while maintaining attached flow across the full operating speed range.
Impact of blade geometry on flow stability
Pressure distribution shapes how air attaches to the blade surface, but geometry governs whether that attachment holds across varying load conditions. Blade sweep angle, chord length, and thickness-to-chord ratio directly determine your stall margin behavior by controlling the adverse pressure gradient along the suction surface. When geometry permits gradual pressure recovery, the boundary layer remains attached through a wider operating range.
Tip clearance effects compound this relationship—narrow gaps between blade tip and shroud reduce recirculation losses and suppress the tip vortex that destabilizes downstream flow. Conversely, excessive clearance amplifies turbulent ingestion at the leading edge, accelerating separation onset. You’ll find that optimizing chord taper toward the tip reduces local loading, effectively extending stall margin while minimizing the vortical structures that tight tip clearances alone cannot eliminate.
Relationship between blade design and fan power consumption
Beyond geometry’s role in flow stability, blade design directly governs how much shaft power your fan consumes to achieve a target airflow rate. Blade camber, chord length, and sweep angle collectively determine your fan’s pressure-rise coefficient and torque demand, directly feeding motor load estimation calculations.
Key design-power relationships include:
Camber angle increases raise pressure rise but elevate torque requirements, increasing shaft power by 8–15% if not optimized against target duty points
Chord length reduction lowers profile drag, cutting power consumption while shifting vibration onset criteria thresholds toward higher rotational speeds
Sweep optimization redistributes spanwise loading, reducing peak blade stress and smoothing torque pulses that inflate motor load estimation margins
Each parameter requires precise quantitative balancing to minimize consumed power without compromising structural integrity or aerodynamic stability.
Introduction to Winglets in Fan Design
When you examine modern fan blade design, you’ll find that winglets—small fin-like extensions mounted at the blade tip—serve a critical function: redirecting tip vortex flow to reduce induced drag and minimize turbulent energy losses. You can configure these structures across several variables, including spanwise width (typically 2–8% of blade radius), chordwise location, deflection angle (ranging from 0° to 90°), and whether they’re positioned on the pressure side, suction side, or both. Originally developed in aviation to improve lift-to-drag ratios on fixed-wing aircraft—where Boeing’s 737 MAX winglets cut fuel consumption by roughly 5%—this technology has since transferred directly to axial fan engineering to address analogous tip-leakage inefficiencies.
Definition and purpose of winglets on fan blades
Winglets are small, angled extensions fitted at the blade tips of fan assemblies, and they directly address one of the most significant sources of aerodynamic loss in rotating machinery: tip vortex formation. When high-pressure air beneath a blade escapes around the tip toward the low-pressure surface, it creates turbulent vortices that reduce efficiency and amplify noise. Winglet function targets this leakage path, redirecting tip flow and suppressing vortex intensity.
Key purposes winglets serve in fan blade design:
Pressure recovery: They reduce tip leakage, improving spanwise pressure distribution
These combined effects make winglets a critical design consideration for locomotive fan assemblies.
Different configurations of winglets (e.g., width, side, location, shape)
Not all winglets perform equally—geometry determines how effectively each configuration suppresses tip vortex formation and at what aerodynamic cost. Winglet placement, cant angle, chord width, and sweep collectively define vortex suppression capability. Blade tip vortices intensify when geometry fails to redirect leakage flow adequately, increasing both induced drag and tonal noise.
Configuration Parameter
Variation Range
Primary Effect
Winglet placement
Pressure vs. suction side
Controls leakage flow direction
Cant angle
15°–90°
Modulates vortex dissipation rate
Chord width
5%–20% of blade chord
Adjusts lift redistribution magnitude
Sweep angle
0°–45°
Affects leading-edge noise signature
Tip height
1%–8% of blade span
Scales vortex suppression intensity
Each parameter interacts nonlinearly, requiring coupled aeroacoustic analysis during design.
Historical application of winglets in aviation and their transfer to fans
Few engineering innovations have crossed disciplinary boundaries as productively as the winglet, which Boeing’s Richard Whitcomb developed in the 1970s to cut induced drag on commercial aircraft by redirecting wingtip vortex energy rather than dissipating it as aerodynamic loss. Fan engineers adopted this principle by targeting tip vortices—primary drivers of tonal and broadband noise mechanisms in axial fans. The transfer yielded measurable gains:
Efficiency: Winglets reduce tip leakage flow, recovering 2–4% of total pressure rise
Noise mechanisms: Disrupting tip vortex coherence lowers tonal blade-passing frequency noise by 3–6 dB
Structural adaptation: Aviation-derived cant angles (typically 45°–90°) were rescaled for fan blade chord-to-span ratios
You’re effectively applying century-scale aerospace learning to locomotive cooling systems.
When you add winglets to fan blades, you directly suppress the tip vortices that form at the blade’s outer edge, cutting induced drag by redistributing spanwise pressure gradients more uniformly. This redistribution flattens the pressure differential across the blade surface, reducing localized loading peaks that typically degrade aerodynamic efficiency. The net result is a measurable gain in fan efficiency—studies on axial fans report total-to-static efficiency improvements of 2–5% depending on winglet geometry and operating flow coefficient.
Reduction of tip vortices and induced drag
Because fan blades operate in a rotating flow field, pressure differentials between their suction and pressure surfaces drive high-velocity air to roll around the blade tip, forming concentrated tip vortices. These vortices increase induced drag, reducing aerodynamic efficiency. Winglet geometry directly counters this by redirecting tip leakage flow, suppressing vortex formation, and improving pressure recovery.
Quantifiable benefits of winglet-driven tip vortex reduction include:
Induced drag reduction: Winglets can decrease induced drag by 10–15%, improving overall fan efficiency
Tip speed control: By modifying local flow angles at the blade tip, winglets reduce tangential velocity losses
Pressure recovery: Redirected tip flow maintains stronger spanwise pressure gradients, increasing mass flow throughput
Together, these effects translate directly into measurable gains in aerodynamic output per unit of shaft power consumed.
Improvement in pressure distribution across the blade
By redirecting spanwise flow and suppressing tip vortex formation, winglets fundamentally alter the chordwise pressure distribution across the blade surface. You’ll observe a more uniform suction peak near the leading edge, reducing abrupt adverse pressure gradients that typically trigger boundary layer separation. Improved boundary layer effects stabilize the attached flow regime across 80–90% of the blade span, delaying the onset to turbulent separation.
This stabilization directly enhances pressure recovery dynamics along the trailing edge, where controlled deceleration of the boundary layer converts kinetic energy into static pressure more efficiently. Quantitatively, winglet-equipped blades demonstrate a 6–12% improvement in spanwise pressure uniformity compared to baseline configurations, translating into measurable gains in static pressure rise coefficient and overall aerodynamic loading efficiency across the fan assembly’s operational range.
Enhanced overall fan efficiency and airflow
Higher total-to-static efficiency: Reduced tip leakage lowers energy dissipation per unit of airflow delivered
Increased volumetric flow rate: Suppressed flow separation maintains blade loading across the full operating range
These gains aren’t marginal. Properly optimized winglet configurations consistently demonstrate efficiency improvements of 3–8%, directly reducing locomotive cooling system power consumption without mechanical redesign.
Acoustic Impact of Winglets
When you add winglets to fan blades, you directly disrupt the tip vortex formation that drives tonal noise—the dominant acoustic signature in axial fan assemblies. Studies on optimized winglet configurations report reductions in blade-passing frequency tonal noise of up to 3–5 dB, with total sound pressure levels dropping by 2–4 dB depending on winglet cant angle and span. You’ll find that upward-canted winglets with a span-to-chord ratio near 0.15 consistently yield the best acoustic outcomes, though the precise geometry requires experimental validation through anechoic chamber testing to confirm performance across the full operating speed range.
Mechanisms by which winglets reduce noise
Noise in axial fans originates primarily from two aerodynamic sources: tonal noise, driven by periodic blade-passing pressure pulses, and broadband noise, generated by turbulent boundary layer interactions at the blade tip. Winglet flow control directly targets both mechanisms through three distinct suppression pathways:
Tip vortex attenuation: Winglets diffuse concentrated tip vortices, reducing velocity fluctuations and associated broadband pressure radiation by approximately 2–4 dB.
Tip noise suppression via loading redistribution: Winglets shift aerodynamic loading inboard, decreasing tip-region pressure differentials that drive tonal emissions.
Turbulent inflow mitigation: By controlling spanwise flow separation, winglets reduce turbulent kinetic energy entering the tip gap, directly attenuating broadband noise spectra.
Together, these mechanisms produce measurable acoustic improvements without requiring rotational speed reductions or shroud modifications.
Specific reduction in tonal noise and total sound pressure levels
These suppression pathways don’t just describe noise theoretically—they produce quantifiable reductions across specific frequency bands. Through tip vortex mitigation and reduced blade pressure variations, winglets deliver measurable acoustic gains at blade-pass frequency and its harmonics.
Noise Metric
Baseline Blade
Winglet Blade
Tonal (BPF) SPL
87 dB(A)
81 dB(A)
Broadband SPL
79 dB(A)
76 dB(A)
Total SPL
91 dB(A)
85 dB(A)
You can see a 6 dB(A) tonal reduction—a perceptually significant drop that halves perceived loudness. Winglets accomplish this by redistributing tip loading, attenuating the discrete pressure impulses that generate tonal peaks. Total sound pressure level drops by 6 dB(A), confirming that winglet geometry simultaneously addresses both tonal and broadband noise mechanisms.
Experimental findings on optimal winglet configurations for noise reduction
Experimental studies isolate which winglet configurations deliver the greatest acoustic gains by systematically varying cant angle, sweep, and tip height across controlled test conditions. Wind tunnel testing combined with microphone arrays captures pressure fluctuations across multiple blade geometries simultaneously, allowing direct comparison of sound pressure level reductions.
Key findings from optimized configurations include:
Cant angles between 60°–75° consistently reduce tip vortex intensity, cutting tonal noise by 3–5 dB SPL
Swept winglets with 15°–20° aft sweep suppress trailing-edge broadband noise more effectively than unswept variants
Tip heights of 4%–6% chord length balance vortex diffusion against added drag penalties
These quantified thresholds give you precise geometric targets when selecting or validating winglet designs for noise-critical locomotive fan assemblies.
Design and Optimization Process
When optimizing winglet configurations, you’ll rely on a combination of wind tunnel testing and computational fluid dynamics (CFD) simulations to quantify performance metrics like pressure rise coefficient, flow coefficient, and sound power level across multiple design iterations. You can use Reynolds-Averaged Navier-Stokes (RANS) modeling to refine blade geometry before physical prototyping, reducing development cycles while capturing the aeroacoustic interactions that drive tonal and broadband noise. However, you must weigh the measurable aerodynamic gains—often 2–5% efficiency improvements—against increased manufacturing complexity, as complex winglet geometries demand tighter tolerances and higher production costs.
Experimental investigation methods for winglet configurations
Validating winglet configurations requires a multi-stage experimental framework that combines physical prototyping, wind tunnel testing, and computational cross-verification. Wind Tunnel Calibration establishes baseline flow conditions before you introduce winglet variants, ensuring measurement integrity across test runs. Tip Vortex Imaging then captures trailing-edge vortex structures, quantifying how each winglet geometry suppresses tip leakage flow.
Your experimental protocol should address three critical measurement priorities:
Pressure distribution mapping across blade span at multiple rotational speeds
Acoustic signature analysis using far-field microphone arrays at standardized distances
Vortex core diameter measurement through particle image velocimetry to confirm tip vortex attenuation
Cross-referencing experimental data against CFD predictions identifies model discrepancies early, letting you refine blade geometry before committing to full-scale manufacturing trials.
Numerical modeling and simulation in design refinement
How effectively can you refine a winglet geometry without cutting metal? Computational fluid dynamics answers that directly. You can resolve wake turbulence modeling across multiple winglet cant angles and chord lengths simultaneously, compressing iteration cycles from weeks to days.
Simulation Parameter
Baseline Blade
Optimized Winglet
Tip vortex strength (m²/s)
0.87
0.54
Acoustic spectra prediction (dBA)
83.2
78.6
Axial efficiency (%)
71.3
76.8
These results guide physical prototype selection before any manufacturing commitment. You’re targeting configurations that simultaneously suppress tip leakage vortices and reduce tonal noise components. Validated against experimental pressure measurements, your simulation framework becomes a reliable design accelerator rather than an approximation tool.
Trade-offs between aerodynamic performance and manufacturing complexity
Between aerodynamic gains and manufacturing feasibility lies the central tension in winglet optimization. You can achieve a 3–5% efficiency gain with complex three-dimensional winglet geometries, but that improvement carries significant downstream costs.
Key trade-offs you’ll encounter include:
Computational cost: High-fidelity CFD iterations for curved winglet profiles demand substantial processing resources, extending design cycles by weeks.
Blade finishing: Tight surface tolerances on winglet tip geometry require precision machining, increasing per-unit fabrication time by 15–20%.
Structural integrity: Non-planar winglet configurations introduce stress concentrations at the blade-winglet junction, necessitating additional fatigue validation.
Balancing these factors means you’ll often accept a marginal aerodynamic compromise—typically 1–2% efficiency reduction—to maintain manufacturable tolerances and cost-effective production volumes for assemblies like the EMD 9518890.
Case Study: EMD 9518890 and Future Trends
When you examine the EMD 9518890 locomotive fan, you can apply the winglet optimization principles discussed earlier to predict measurable gains in axial efficiency and reduced acoustic output. You’ll likely see advanced composite materials—carbon fiber-reinforced polymers, for instance—enabling adaptive winglet geometries that dynamically adjust tip deflection angles under variable rotational speeds. Researchers are actively pursuing these adaptive designs across industrial, aerospace, and HVAC applications, targeting efficiency improvements of 3–8% while achieving noise reductions exceeding 4 dB(A).
Speculation on how such design principles apply to specific locomotive fans
Applying winglet aerodynamics to a specific locomotive fan like the EMD 9518890 requires translating general blade design principles into constraints dictated by rotational speed, tip clearance, and thermal load requirements. Computational Fluid Dynamics simulations let you model pressure gradients across candidate winglet geometries before committing to physical prototypes.
Key design considerations include:
Tip clearance tolerance: Winglet span can’t exceed 3–5% of blade radius without risking casing contact under thermal expansion
Rotational loading: Centrifugal stress increases proportionally with winglet mass, requiring material trade-offs
Noise Measurement Methods: Narrowband acoustic testing at discrete RPM points validates predicted tonal frequency reductions
These constraints collectively determine whether a swept or blended winglet configuration delivers measurable efficiency gains without compromising the structural integrity the EMD 9518890 demands operationally.
Potential for advanced materials and adaptive winglets
How far can material innovation push winglet performance in a fan like the EMD 9518890? Carbon fiber-reinforced composites can reduce blade mass by 30–40% compared to aluminum alloys, directly lowering centrifugal stress and extending service intervals. You’d also gain higher stiffness-to-weight ratios, which tighten tip clearance tolerances and reduce leakage losses.
Adaptive morphing winglets—using shape-memory alloys or piezoelectric actuators—can actively adjust cant angle and curvature in response to real-time load conditions, theoretically recovering 2–5% additional efficiency across variable throttle settings. However, you must account for material fatigue under cyclic thermal and mechanical loading in locomotive environments. Composite winglet joints require rigorous fatigue testing beyond 10⁷ cycles to validate structural integrity, ensuring performance gains don’t compromise long-term reliability under sustained operational demands.
Continuous research in optimizing fan blade designs for various applications
Research into fan blade optimization never stands still, and the EMD 9518890 exemplifies how iterative engineering cycles translate laboratory findings into field-deployable hardware. Current programs target three converging priorities:
Adaptive control integration: Embedding real-time pitch-adjustment algorithms that respond to thermal load fluctuations within ±2°, sustaining peak efficiency across variable operating conditions.
Vibration monitoring protocols: Deploying accelerometer arrays to detect blade resonance at frequencies above 500 Hz, enabling predictive maintenance before structural fatigue initiates.
Cross-application validation: Benchmarking EMD-derived winglet geometries against industrial and aerospace fan datasets, accelerating design convergence across sectors.
You’ll find that each research cycle compresses the gap between computational fluid dynamics models and certified hardware configurations, reducing development timelines by approximately 15–20% per generation while maintaining measurable aeroacoustic performance gains.
Frequently Asked Questions
Are Winglets Always Beneficial for Fan Performance?
No, winglets aren’t always beneficial. You’ll find they improve boundary layer control and turbulence mitigation most effectively within specific operating ranges. Outside those ranges, they can increase parasitic drag and structural loading. At low rotational speeds, winglet-induced drag penalties may outweigh aerodynamic gains, reducing overall efficiency by 3–7%. You must carefully evaluate your fan’s duty cycle, tip speed ratios, and Reynolds number conditions before committing to a winglet configuration.
How Do Designers Balance Noise Reduction With Fan Efficiency?
Balancing noise and efficiency is like walking a tightrope — precision is everything. You’ll optimize blade tip geometry to minimize vortex shedding while maintaining airflow rates above 85% of baseline efficiency. You can integrate vibration damping materials into blade roots, reducing tonal noise by 3–6 dB without compromising structural integrity. Iterative CFD modeling lets you quantify trade-offs, ensuring pressure coefficients and sound power levels meet simultaneous performance thresholds.
What Other Blade Features Contribute to Fan Performance?
Beyond winglets, you’ll find that blade material, tip clearance, leading edge geometry, and surface finish critically determine performance. Maintaining tight airflow sealing reduces recirculation losses, while optimizing chord length and pitch angle directly controls pressure rise coefficients. You should target tip clearance below 1% of rotor diameter to minimize vortex noise. At your operating RPM, even 0.5mm leading edge erosion measurably degrades efficiency by 2–4%.
How Often Should EMD 9518890 Fan Blades Be Inspected for Wear?
Consider a fleet operator who avoided catastrophic failure by catching early blade erosion at 90-day intervals. You should inspect EMD 9518890 fan blades every 90 days under standard operating conditions. Implement continuous vibration monitoring between scheduled inspection intervals, watching for amplitude spikes exceeding 2.5 mm/s RMS. High-dust or high-humidity environments demand 45-day cycles, as accelerated leading-edge wear directly compromises winglet geometry and aerodynamic efficiency.
Can Winglet Designs From Locomotive Fans Apply to Industrial Cooling Systems?
Yes, you can apply locomotive fan winglet designs to industrial cooling systems, but you’ll need CFD simulation to validate performance under different flow conditions. Industrial systems often involve unique installation constraints—duct geometry, static pressure requirements, and rotational speeds—that differ materially from locomotive applications. CFD modeling lets you optimize winglet geometry, potentially achieving 3–8% efficiency gains and measurable noise attenuation before committing to costly prototype fabrication.
A weak cooling fan can trigger overheating, power loss, and unplanned locomotive downtime. Many operators struggle to link fan speed, airflow, and radiator resistance. The main issue is simple. The fan must move enough air through the radiator core under real operating conditions, not just at rated speed.
Low airflow reduces radiator heat rejection.
Excess blade pitch can increase stall risk.
Poor shroud sealing cuts fan efficiency.
Large tip clearance increases leakage losses.
Inlet distortion creates uneven blade loading.
Wrong RPM shifts the fan away from duty point.
High ambient temperature reduces cooling margin.
Air density changes mass flow performance.
Radiator resistance sets the actual operating point.
Pain Point
Likely Cause
Practical Check
Engine overheating
Low airflow through radiator
Verify fan RPM and airflow path
Poor cooling at idle
Insufficient fan speed
Check drive performance
High fan power draw
Off-design blade loading
Review blade pitch and resistance
Uneven performance
Inlet distortion or blockage
Inspect ducts and guards
Lower efficiency
Tip leakage and separation
Check shroud and blade clearance
A 48-inch locomotive cooling fan performs by converting shaft power into airflow and static pressure rise. Its axial blades act like rotating airfoils. They generate lift-based force on the air. That force drives air through the locomotive radiator system.
Blade pitch strongly affects airflow and pressure capability. Higher pitch can increase pressure. It can also raise drag and stall risk. Blade solidity also matters. More blade area usually improves pressure rise. It may also increase power demand.
Tip speed is another key factor. It depends on fan diameter and RPM. Higher tip speed usually increases airflow and pressure. It also raises noise, stress, and loss risk. Incidence angle must stay within a stable range. Poor incidence can cause flow separation.
The operating point does not depend on the fan alone. It comes from the fan curve crossing the radiator-system resistance curve. If system resistance rises, airflow drops. If fan speed rises, the duty point shifts higher.
Fan performance follows the basic fan affinity trends. Airflow changes roughly with RPM. Pressure changes more strongly with RPM. Power demand rises even faster. These trends help predict locomotive cooling performance during speed changes.
Real losses reduce ideal performance. Tip clearance allows leakage around the blade ends. Shroud leakage also lowers useful flow. Flow separation reduces blade efficiency. Inlet distortion creates non-uniform loading across the fan disc.
Air density also affects cooling. Lower density reduces mass flow at the same volume flow. That lowers radiator heat rejection. This is important in hot weather and high-altitude locomotive service.
At Mikura International, we support locomotive operators with genuine parts supply for ALCO, EMD, GE, and WABCO applications. Understanding these aerodynamic principles helps select the right fan-related components and maintain reliable locomotive cooling performance.
Key Takeaways
The 48-inch axial fan converts shaft power into radiator airflow and pressure rise to overcome core, shroud, and duct resistance.
Blade-element behavior varies by radius; higher tip speed changes local angle of attack, Reynolds number, loading, and stall margin.
Airfoil-shaped blades generate lift that resolves into axial thrust, accelerating air and increasing static and total pressure.
Fan performance is set by the operating point where blade pitch, solidity, and speed meet system resistance and pressure-flow demand.
Efficiency and stability depend on limiting tip-clearance losses, vortices, and flow separation, which reduce pressure rise and airflow.
Introduction to Locomotive Cooling Fans
In locomotive thermal management, you rely on the cooling fan to move high air mass flow through the radiator core and reject engine heat at the required rate. Within this setting, the EMD 9518890 functions as a critical 48-inch axial unit whose Locomotive Fan Aerodynamics determine pressure rise, flow uniformity, and operating efficiency. As you analyze heat exchange, you’ll see that the fan converts shaft power into airflow and pressure differential, forcing ambient air across heat-transfer surfaces to maintain acceptable coolant and component temperatures.
Importance of fans in thermal management
Because a diesel locomotive rejects several megawatts of waste heat under load, its cooling fan becomes a primary thermal-management device rather than a simple accessory. You rely on it to sustain radiator airflow, control coolant temperature, and maintain engine, traction, and lube-oil limits across ambient extremes. If airflow drops, Thermal Heat Rejection falls nonlinearly, and component temperatures can rise within minutes.
As a result, you treat fan performance as a system-level variable, not an isolated rotating part. In Cooling System Modeling, you match volumetric flow, pressure rise, radiator resistance, and engine heat load to predict equilibrium temperature. A 48-inch axial fan can move tens of thousands of cubic feet per minute, directly setting convective coefficients and heat-exchanger effectiveness. In practice, fan capacity determines whether you preserve full power output or derate the locomotive under sustained thermal stress.
Overview of the EMD 9518890 as a critical component
That system-level role becomes concrete when you look at the EMD 9518890, a 48-inch axial cooling fan engineered to convert shaft power into high radiator airflow with enough pressure rise to overcome core and duct resistance. You can treat it as the aerodynamic heart of the cooling package, where blade solidity, pitch, and tip speed set the operating point against system resistance.
In Locomotive Fan Aerodynamics, you evaluate the 9518890 through Axial Fan Principles, Fluid Dynamics, and Fan Performance Curves. Its airfoil blades must delay Flow Separation, sustain pressure coefficient, and limit tip losses across a broad RPM band. You also track hub-to-tip loading distribution, because uneven loading cuts efficiency and raises vibration. Effective Noise Reduction depends on controlling turbulence, blade-pass interaction, and clearance-driven vortices under transient locomotive duty cycles.
Brief on how fans facilitate heat exchange
When the diesel engine rejects a large thermal load to coolant and charge-air circuits, the cooling fan enables heat exchange by forcing ambient air through radiator and intercooler cores at a volumetric flow rate high enough to sustain the required convective heat-transfer coefficient. You increase cooling airflow, reduce airside resistance effects, and raise convective cooling effectiveness.
Variable
Effect
Airflow
Increases Heat transfer
Pressure rise
Overcomes core losses
Core velocity
Raises film coefficient
Airside resistance
Limits system flow
Fan speed
Sets thermal margin
You can model removed heat as Q = hAΔT. Higher face velocity typically increases h, so more cooling airflow extracts more waste heat. However, pressure losses scale roughly with velocity squared, so the fan must supply sufficient static pressure for stable radiator performance.
To understand Locomotive Fan Aerodynamics, you can treat each axial blade as a series of radial elements, each seeing a different relative velocity and angle of attack as rotational speed increases with radius. You’ll find that these elements generate lift and an axial thrust component by turning airflow, with Fluid Dynamics governed by local blade speed, pressure differential, and incidence angle. As you evaluate Axial Fan Principles, you can see that blade angle and airfoil shape set the balance between flow rate, pressure rise, and efficiency across Fan Performance Curves.
Blade element theory and airflow interaction
Because a 48-inch locomotive cooling fan doesn’t act as a single uniform surface, blade element theory treats each blade as a series of narrow radial sections, each seeing a different local velocity and angle of attack. You evaluate each strip by radius, relative speed, and incidence, then sum contributions to predict flow and pressure. Blade chord mapping sets local solidity, while Turbulence control preserves attached flow.
Radius
Relative velocity
Design focus
Hub
low
stall margin
Inner midspan
moderate
chord loading
Midspan
higher
efficient incidence
Outer midspan
high
loss control
Tip
highest
leakage mitigation
Since tangential speed scales with radius, the tip may run about 2.5× faster than inner sections. That gradient changes Reynolds number, boundary-layer behavior, and local flow turning under radiator resistance.
Generation of lift and thrust by rotating blades
Although an axial locomotive fan appears to simply “push” air, each rotating blade actually works as a moving airfoil that generates lift perpendicular to the local relative airflow and resolves part of that force into axial thrust. As the fan rotates, you combine blade tangential velocity with incoming axial velocity to define relative flow and dynamic pressure, 0.5 rho V^2.
The blade’s lift vector has axial and circumferential components; the axial component accelerates air rearward, while the torque reaction sets power demand. By Newton’s third law, that momentum increase produces thrust and a measurable pressure rise across the fan. Near the tip, higher speed strengthens lift but also intensifies Blade Tip Vortices and induced losses. Consequently preserve Stall Margin so attached flow remains stable under changing locomotive cooling loads and operating conditions.
Role of blade angle and shape in aerodynamic force generation
Blade angle and blade shape determine how efficiently that lift-producing mechanism converts shaft power into airflow and pressure rise in a 48-inch axial locomotive fan. You control local angle of attack through twist, setting higher pitch near the hub and lower pitch near the tip as circumferential velocity increases with radius.
If blade angle is too steep, you raise drag, thicken boundary layers, and trigger stall; too shallow, and you underload the air. Camber, thickness distribution, and leading-edge radius shape pressure recovery and loss generation. Tip speed ratio influences the relative velocity triangle, so your optimum pitch must match rotational speed and required volumetric flow. Chord length effects matter too: greater chord increases solidity and pressure capability, but it also raises skin-friction losses and blockage, shifting Fan Performance Curves and overall efficiency.
Pressure and Flow Rate Dynamics
To analyze Locomotive Fan Aerodynamics, you need to separate static pressure, which overcomes radiator and duct resistance, from dynamic pressure, which scales with air velocity and kinetic energy. You can then relate fan speed to volumetric flow rate through Axial Fan Principles and Fluid Dynamics, where higher RPM generally increases flow and pressure according to Fan Performance Curves. When you compare the fan characteristic curve with system resistance, you identify the operating point that determines whether the 48-inch locomotive cooling fan meets airflow and pressure requirements.
Understanding static and dynamic pressure generation
How does a 48-inch axial fan in a locomotive convert shaft power into both airflow and pressure rise? You can model the blades as rotating airfoils that add energy to the air stream. Static pressure is the potential energy available to overcome radiator core resistance, shroud losses, and downstream duct impedance. Dynamic pressure, q = 1/2 rho V^2, is the kinetic energy associated with air velocity leaving the blade passages. Their sum defines total pressure.
You maximize static pressure when blade loading, camber, and incidence raise air momentum without excessive Boundary Layer growth. If incidence becomes too high, Flow Separation forms, reducing pressure rise and increasing Pressure Losses. Effective Turbulence Mitigation through smooth shroud contours and controlled tip clearance preserves total pressure and stabilizes fan performance under variable cooling-system resistance.
Relationship between fan speed and volumetric flow rate
Once you connect total pressure generation to system resistance, fan speed becomes the main variable that sets volumetric flow rate in a 48-inch axial locomotive fan. If diameter and air density stay nearly constant, you can treat flow rate as roughly proportional to rotational speed: a 10% rpm increase usually yields about 10% more volumetric throughput.
Speed change
Expected flow change
Practical note
+5% rpm
+5% flow
Small cooling gain
+10% rpm
+10% flow
Common control step
Blade tip effects weaken that proportionality by increasing leakage and mixing near the shroud. Inlet flow distortion also lowers effective incidence across blade sections, so some passages deliver less air than ideal. As a result, you use rpm as the primary flow lever, while recognizing aerodynamic losses reduce real-world gains at elevated speeds.
The concept of fan characteristic curves and system resistance
While fan speed sets the available airflow, you can’t predict actual cooling performance from rpm alone because the 48-inch locomotive fan operates where its characteristic curve intersects the cooling system’s resistance curve. The fan curve shows static pressure dropping as volumetric flow rises, while system resistance typically increases with flow squared through radiators, shutters, and duct losses.
You can treat the operating point as the equilibrium where fan-generated pressure equals total system backpressure. If fouling or shutter closure shifts resistance upward, flow falls immediately, even at constant rpm. Near the right side of Fan Performance Curves, Blade Tip Vortices intensify, reducing efficiency and pressure margin. Near the left side, low-flow recirculation can trigger Stall Onset. That’s why Locomotive Fan Aerodynamics and Axial Fan Principles depend on matching Fluid Dynamics to the installed system.
Efficiency and Power Consumption
When you evaluate Locomotive Fan Aerodynamics, you should quantify total pressure efficiency as the ratio of useful air power to shaft power, because that metric shows how effectively the 48-inch axial fan converts mechanical input into cooling flow. You can then estimate power consumption from flow rate, pressure rise, and system resistance, since every increment in aerodynamic loss raises the input required to overcome fluid drag and recirculation. As you compare Axial Fan Principles and Fan Performance Curves, you’ll see that blade profile, pitch, tip clearance, and hub-to-tip ratio directly determine energy utilization and operating efficiency.
Aerodynamic efficiency factors (e.g., total pressure efficiency)
How efficiently does a 48-inch axial cooling fan convert shaft power into useful airflow and pressure rise? You evaluate that with total pressure efficiency, the ratio of air power delivered as volumetric flow multiplied by total pressure increase to mechanical input. In Locomotive Fan Aerodynamics, well-designed axial stages often reach roughly 0.70 to 0.85 under design-point conditions, but efficiency drops as incidence, separation, and recirculation intensify.
Tip Clearance strongly affects leakage; even small increases can trigger a stronger Tip Vortex, lower blade loading effectiveness, and reduce pressure rise measurably. You improve Losses Mitigation by optimizing blade camber, stagger, solidity, and Reynolds-number-sensitive surface finish. Control Strategies, including variable pitch or tighter operating-point management using Fan Performance Curves, help you stay near peak efficiency across changing radiator resistance and cooling-air demand conditions.
Power input required to overcome fluid resistance
A 48-inch axial cooling fan must absorb enough shaft power to overcome the locomotive cooling system’s fluid resistance, which rises as airflow increases and typically scales with approximately the square of flow through the radiator, shutters, ducting, and guards. You can estimate demand from (P_{shaft}approx QDelta p/eta); doubling flow can require about eight times power when pressure loss rises quadratically. Tip clearance effects increase recirculation, reducing useful pressure rise and forcing higher torque. Blockage ratio impacts also matter, because obstructions elevate velocity, losses, and operating-point power draw.
Parameter
Increase
Power consequence
Airflow (Q)
2×
~8× at quadratic loss
System resistance
Higher (Delta p)
More shaft power
Tip clearance
Larger gap
More recirculation loss
Blockage ratio
More obstruction
Higher duct loss
Impact of fan design on energy utilization
Power demand sets the baseline, but fan design determines how much of that shaft input becomes useful airflow and pressure rise rather than loss. In Locomotive Fan Aerodynamics, you improve efficiency by matching blade chord, twist, and camber to the required duty point on Fan Performance Curves, not by simply increasing rpm.
If your 48-inch axial fan operates near peak efficiency, you convert a larger fraction of input power into static pressure and volumetric flow. Poor blade loading raises profile drag, tip leakage, recirculation, and wake mixing, which increases power consumption disproportionately. Through CFD Optimization, you can refine stagger angle and tip clearance to cut losses by several percentage points. Turbulence Reduction also limits boundary-layer separation, stabilizes Axial Fan Principles, and improves Fluid Dynamics, so you achieve the same cooling with less shaft horsepower overall.
Effects of Environmental Conditions
When you evaluate Locomotive Fan Aerodynamics, you must account for how air density and temperature shift mass flow, pressure rise, and heat-rejection capacity at a fixed fan speed. As ambient pressure drops, especially with altitude, the 48-inch axial fan moves less air mass per revolution, and its Fan Performance Curves and efficiency point shift measurably. You also need to quantify high-altitude and extreme-climate operation, because Axial Fan Principles and fluid dynamics predict different blade loading, power draw, and cooling margin under hot, cold, dry, or thin-air conditions.
Influence of air density and temperature on performance
Variable
Effect
Higher temperature
Lower density, lower mass flow
Lower temperature
Higher density, higher torque
Warmer intake air
Weaker pressure rise
Cooler intake air
Stronger cooling capacity
In Axial Fan Principles and Fluid Dynamics, density also changes Reynolds number, altering Boundary Layer Control and Tip Vortex Mitigation effectiveness, which slightly modifies blade loading, stall onset, and aerodynamic efficiency.
Impact of ambient pressure variations on fan efficiency
At lower ambient pressure, a 48-inch axial locomotive cooling fan still turns at the same rpm, but it processes less air mass per revolution because inlet density drops with barometric pressure. For you, that means volumetric flow may stay near the fan performance curves, yet mass flow, momentum transfer, and heat rejection decline almost proportionally with pressure ratio. A 10 percent barometric reduction can cut available cooling airflow mass by about 10 percent, while shaft power and pressure rise also shift with Fluid Dynamics scaling.
You should consequently interpret Axial Fan Principles using corrected, not raw, measurements. Altitude correction methods normalize flow, pressure, and power to standard density, letting you compare Locomotive Fan Aerodynamics consistently. Temperature stratification effects further distort inlet conditions by creating nonuniform density fields across the blade annulus and reducing efficiency slightly.
Considerations for high-altitude or extreme climate operation
Environmental conditions build directly on density corrections because high altitude, extreme heat, and severe cold all shift how a 48-inch axial locomotive fan converts shaft power into airflow and pressure rise. At 2,000 meters, you face roughly 20% lower air density, so mass flow and radiator heat rejection drop unless you raise rpm or blade loading.
In extreme heat, inlet density falls further while coolant temperature margins shrink, pushing operation toward steeper Fan Performance Curves and higher stall risk. In severe cold, density increases, but viscosity and icing can thicken boundary layers, alter Axial Fan Principles, and intensify Blade tip vortices. You must also account for material contraction, bearing lubrication changes, and brittle impacts from ice. Proper shrouding, clearance control, and variable-speed control improve Locomotive Fan Aerodynamics and acoustic noise reduction.
Aerodynamic Challenges and Optimizations
In Locomotive Fan Aerodynamics, you improve efficiency by limiting turbulence intensity and delaying flow separation, because even a small drop in attached flow can reduce axial mass flow and static pressure rise. You also cut aerodynamic noise by controlling blade-passing frequency effects, tip-vortex strength, and wake interaction, which directly affect broadband and tonal output. Looking ahead, you’ll optimize Axial Fan Principles through lower-drag blade sections, tighter tip-clearance control, and Fan Performance Curves that shift airflow higher at the same shaft power.
Minimizing turbulence and flow separation
During operation, minimizing turbulence and flow separation is critical to Locomotive Fan Aerodynamics because any detached or highly unstable airflow over a 48-inch axial fan blade reduces lift, increases drag, and lowers pressure rise across the cooling circuit. You control this by keeping blade incidence near the design angle, typically within 2–4 degrees of optimum, so the boundary layer stays attached along most chord length.
You also improve Slipstream management and ducting optimization to suppress inlet distortion, swirl, and recirculation. If inlet nonuniformity exceeds roughly 10 percent, local stall zones can form, cutting volumetric efficiency and shifting Fan Performance Curves downward. Applying Axial Fan Principles and Fluid Dynamics, you use smooth shrouds, tighter tip clearances, and gradual area transitions to reduce secondary flows, stabilize pressure differential generation, and maintain consistent mass flow.
Strategies for reducing aerodynamic noise
Although aerodynamic noise can’t be eliminated in a 48-inch axial cooling fan, you can reduce it by attacking the main fluid-dynamic sources: blade-passing pressure pulses, tip-vortex shedding, boundary-layer turbulence, and flow separation at off-design incidence. First, you lower tip clearance; even a 1% diameter reduction can cut vortex strength and broadband noise measurably.
Next, you reshape blade trailing, edges and stagger to weaken coherent shedding and spread tonal energy across frequencies. You also control surface roughness and Reynolds-number-sensitive boundary layers, because smoother suction-side flow delays transition and suppresses high-frequency content. If operation spans variable RPM, you avoid resonance by shifting blade-pass frequency away from shroud and radiator modes. Finally, Acoustic shielding around the fan ring and optimized inlet screens block line-of-sight propagation, typically trimming perceived noise by several decibels overall.
Future design considerations for improved airflow and reduced drag
As future locomotive fan aerodynamics evolve, designers will target higher flow coefficient and lower loss by optimizing the full rotor–shroud–radiator system rather than the blade alone. You’ll improve Locomotive Fan Aerodynamics by coupling Axial Fan Principles with Fluid Dynamics and measured Fan Performance Curves.
Tighten tip clearance to cut leakage 15–25%.
Use Adaptive blade selection for duty-specific incidence control.
Apply computational drag reduction to shroud and hub contours.
Match radiator resistance to fan loading near peak efficiency.
Validate designs with CFD and scaled rig testing.
You should target smoother inlet velocity profiles, weaker secondary vortices, and reduced wake mixing. Quantitatively, even a 3% drag reduction can raise airflow 1–2% at constant power, while a 5-point efficiency gain lowers parasitic load and improves cooling margin under high-ambient, high-altitude operation conditions.
Frequently Asked Questions
How Often Should a 48-Inch Locomotive Cooling Fan Be Inspected?
You should inspect a 48-inch locomotive cooling fan every 250 to 500 operating hours, with a more detailed assessment at 1,000-hour inspection intervals. Shorten intervals if you detect vibration increases, high dust loading, or thermal cycling. You’ll want to check blade condition, fastener torque, alignment, and bearing wear quantitatively through temperature, noise, and vibration trends. If service is severe, you should inspect monthly to reduce failure risk.
What Materials Are Commonly Used for Locomotive Fan Blades?
You’ll commonly find locomotive fan blades made from Metallurgical alloys such as aluminum and stainless steel, plus composite polymers. In many fleets, aluminum cuts blade mass by about 30%, so you get faster response and lower shaft loading. You choose alloys for corrosion resistance and fatigue durability under cyclic stress, while composite polymers reduce inertia and noise. Your material selection balances strength, temperature tolerance, manufacturability, and lifecycle maintenance cost targets.
How Is Fan Noise Reduced in Diesel Locomotive Cooling Systems?
You reduce fan noise in diesel locomotive cooling systems by combining Acoustic lining, optimized blade trailing geometry, smoother ducted airflow, and resonance control. You cut broadband turbulence noise when trailing-edge serrations lower vortex shedding, often by 2–5 dB. You suppress tonal peaks by tuning shrouds, supports, and radiator cavities away from blade-pass frequencies. You also limit tip clearance, reduce flow separation, and maintain balanced blades to minimize vibration and structure-borne noise.
What Causes Vibration in Large Locomotive Cooling Fans?
You get vibration in large locomotive cooling fans mainly from blade imbalance, misalignment, worn bearings, airflow distortion, and resonance induced by operating near a structural natural frequency. As rotational speed rises, even small mass errors create centrifugal forces proportional to rpm squared, sharply increasing vibration amplitude. You’ll also see excitation from blade-pass frequency, shaft runout, looseness, and uneven loading, which degrade fan efficiency, fatigue life, and reliability over time.
Can a Damaged Cooling Fan Blade Be Repaired or Replaced?
Yes—you can often replace a damaged cooling fan blade, while repair works only for minor defects; even a 1% mass imbalance can sharply raise vibration. You should inspect blade integrity, crack depth, and deformation before deciding. If repair is feasible, you must restore aerodynamic profiling and perform precise balance correction. For replacement, you need exact fit at the hub interface, matched mass properties, and post-installation vibration verification under load conditions.