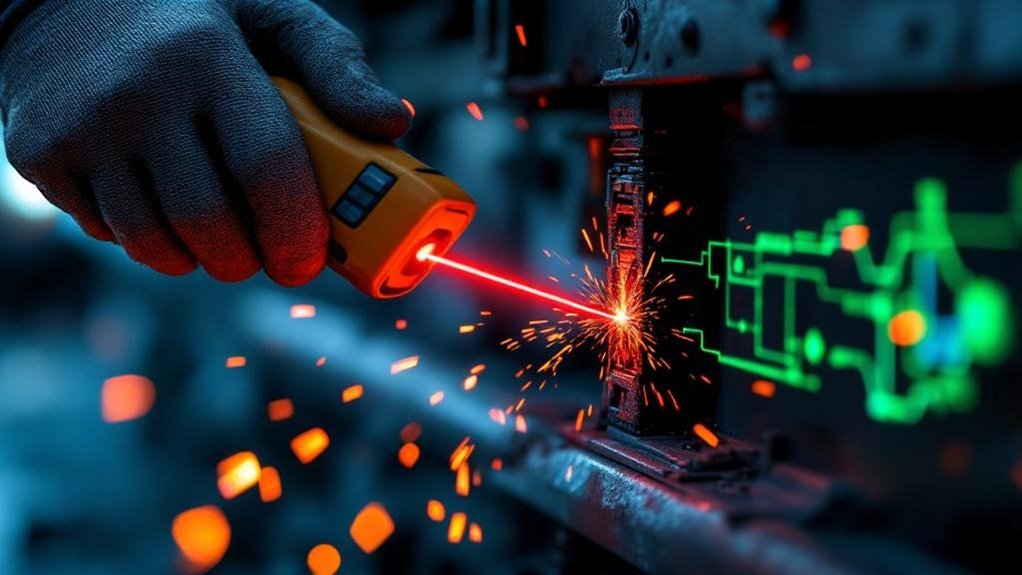
You can finally stop blind breaker flipping. Inject a low-frequency signal onto the faulted auxiliary circuit and trace its magnetic field directly to the ground path with a handheld clamp receiver—even while energized. Time domain reflectometry pinpoints insulation failures, moisture ingress, or intermittent faults with a fast reflected pulse. Online insulation monitors continuously track resistance and warn you before a hard trip. There’s a complete toolkit that makes ground fault location fast, accurate, and certain.
What are the most effective methods for accurately and quickly identifying and locating grounding faults in the auxiliary power supply systems of electric locomotives?
Grounding faults in electric locomotive auxiliary power supply systems can lead to unexpected shutdowns and safety hazards. Locating them quickly is essential for maintaining fleet operational readiness. A multi-step diagnostic approach ensures both accuracy and speed.
The first effective method is continuous insulation monitoring using permanently installed devices. These systems detect degrading insulation early, often before a full ground fault occurs. Technicians can then isolate the affected circuit without disrupting locomotive service. Portable insulation testers provide a quick pass/fail health check during routine inspections.
For precise fault location, time domain reflectometry and signal injection techniques are invaluable. TDR sends a pulse down the cable and measures reflections to identify the distance to a fault. Signal injection methods apply a low-frequency current to trace the grounding path directly. Combining these with residual current monitors allows teams to zero in on faults rapidly, reducing repair time and costs.
Key Takeaways
Time domain reflectometry pinpoints intermittent faults from vibration or heat cycling by analyzing reflected pulse signatures.
Signal injection and tracing guides technicians directly to soft ground paths using a handheld receiver clamp.
Online insulation monitors integrated with the Train Control System alert crews to declining resistance before a trip occurs.
Residual current monitoring relays instantaneously isolate hard faults by continuously checking the vector sum of circuit currents.
Combining insulation monitor trend logs with TDR surveys during inspections enables predictive, targeted maintenance.
Understanding Grounding Faults in Locomotive Auxiliary Power Systems
Your locomotive’s auxiliary power systems feed critical loads like cooling fans and control electronics. You’ll often find grounding faults start from chafed wiring, moisture ingress, or aging insulation. These faults split into hard faults—a solid connection to ground—and soft faults, which appear intermittently or through high resistance.
The Role of Auxiliary Power in Electric Locomotives
While traction motors move the train, auxiliary systems power cooling blowers, air compressors, battery charging, and control electronics. You can’t ignore their reliability. A ground fault here can shut you down. You need an insulation monitoring locomotive strategy to catch degrading cables early. When a fault occurs, signal injection fault location helps you trace the path without dismantling circuits. This protects your blowers and your schedule.
Subsystem
Key Function
Ground Fault Risk
Cooling Blower
Motor & inverter chilling
Overheating & traction cutout
Air Compressor
Brake & pantograph supply
Loss of braking capability
Battery Charger
Control power backup
Complete control blackout
Control Electronics
System management
Erratic behavior & shutdown
Blower Motor
Component cooling
Thermal damage to inverters
Common Causes of Ground Faults
Ground faults rarely appear without warning. In electric locomotives, you’ll find insulation aging from heat and moisture ingress in conduits. Vibration-induced chafing wears down protective layers. Contaminated insulators create unintended current paths to earth. These stresses degrade your auxiliary power reliability over time. Spotting them early calls for modern tools like signal injection and time domain reflectometry railway technique. You’ll trace grounding faults in electric locomotives by recognizing these common culprits:
Heat and humidity accelerate insulation breakdown.
Constant vibration causes wire chafing and exposure.
Dirt and debris contaminate insulator surfaces.
You can’t prevent every fault, but you’ll catch them sooner with continuous monitoring.
Classification of Ground Faults: Hard vs. Soft
A locomotive’s auxiliary system faces two distinct fault personalities. Hard faults are solid, low-resistance shorts. They immediately trip protective devices. You’ll see a breaker open or fuses blow. These faults are straightforward but disruptive. Soft faults are high-resistance or intermittent. You won’t get a clean trip. Instead, you might face flickering lights or erratic controls.
Moisture, vibration, or degraded insulation causes them. They’re frustrating because they vanish before you can test. Soft faults often appear only under load or vibration. Continuous monitoring systems detect them early, preventing unexpected downtime. This saves downtime. You need sophisticated methods like signal injection to track them down. Hard faults demand quick replacement. Soft faults require patience and advanced diagnostics. Recognizing each type helps choose the right tool fast.
Essential Safety and Diagnostic Principles
You face immediate shock and fire risks when ground faults go undetected in a locomotive’s auxiliary circuits. You’ll rely on key parameters like insulation resistance and leakage current to spot issues early. Quick fault localization keeps your fleet running and avoids costly service disruptions.
Safety Hazards of Undetected Ground Faults
When a ground fault remains undetected, it creates a silent risk that escalates quickly. You face serious dangers if a second fault develops:
Touch potentials can energize locomotive frames, shocking crew members.
Arc flashes may erupt, causing burns or igniting fires near fuel sources.
Fire hazards increase from stray currents overheating wiring and components.
These failures violate EN 50153 railway safety standards. You must recognize that hidden faults compromise your auxiliary system’s integrity. Regular monitoring prevents catastrophic outcomes. Don’t let overlooked insulation issues endanger your locomotive’s operation. Early detection shields you from unnecessary risks and regulatory violations.
Key Electrical Parameters for Fault Detection
Monitor insulation resistance, leakage current, and line-to-ground capacitance closely. You’ll spot a grounding fault early by tracking these shifts. As insulation degrades, its resistance drops below safe megaohm thresholds. You’ll see leakage current climb, bypassing the intended load path. Simultaneously, line-to-ground capacitance changes, altering the auxiliary circuit’s charging characteristics. Don’t ignore slow trends; they reveal contamination or moisture ingress before a hard fault locks out the locomotive. Use permanently installed monitors to baseline these parameters. You can then compare real-time data against alarm setpoints. This approach lets you prioritize repairs during scheduled maintenance. It’s a proactive way to prevent unexpected shutdowns without invasive testing.
Importance of Quick Fault Localization for Fleet Availability
Spotting parameter shifts is only half the battle. You need to pinpoint the exact grounding fault immediately. Prolonged troubleshooting causes costly locomotive downtime, so fast location directly improves your fleet’s mean time to repair and operational reliability. You can’t afford to waste hours. Modern techniques shrink the diagnostic window dramatically.
Slash repair times by moving from guesswork to precise cable fault mapping.
Prevent cascading auxiliary failures that sideline the locomotive for days.
Maximize fleet availability, turning a potential road failure into a scheduled shop event.
Using signal injection or time domain reflectometry, you quickly trace the ground path. This transforms your maintenance strategy from reactive to proactive. You keep locomotives in service, protecting your operational readiness and bottom line.
You’ve likely used insulation resistance testing with megohmmeters during routine checks to spot degrading wiring. Manual circuit isolation and probing then let you narrow down the problem area without fancy tools. Residual current monitoring relays add a layer of protection by tripping circuits when leakage exceeds safe limits.
Insulation Resistance Testing with Megohmmeters
A megger test forms the backbone of traditional ground fault detection for locomotive circuits. You apply a high DC voltage, often 500V or 1000V, to de-energized wiring. This measures insulation resistance directly in megaohms. It’s simple and definitive for hard faults, like a pinched cable shorting to the frame. However, you won’t catch intermittent issues this way. A megger can’t replicate vibration or moisture-triggered leaks. Follow these key practices:
Always verify the circuit is completely isolated and discharged first.
Use a guard terminal to eliminate surface leakage errors on dirty insulators.
Trend readings over time instead of relying on a single pass/fail number.
You get a clear pass/fail result for solid grounds immediately.
Manual Circuit Isolation and Probing
When the megger flags a solid ground, manual circuit isolation becomes your next practical step. You’ll systematically disconnect auxiliary circuit branches one by one. Meanwhile, you monitor the ground leakage current for changes. It’s a proven, labor-intensive process that reliably pinpoints permanent faults. You don’t need fancy tools beyond a clamp meter and your locomotive’s schematics. This method demands patience and a methodical approach on the shop floor.
Action
What You Monitor
Why It’s Effective
Isolate battery & chargers first
Main ground ammeter
Excludes common noise sources fast
Disconnect blower motor circuits
Leakage current drop
Identifies heavy inductive faults
Unplug lighting & heating branches
Return to safe baseline
Finds simple resistive ground paths
Probe terminal blocks directly
Resistance to chassis
Confirms exact failed component
Residual Current Monitoring Relays
Residual current monitoring relays serve as your first line of defense against hard grounding faults. You’ll find these fixed-installation devices constantly checking the vector sum of currents in your locomotive’s auxiliary circuits. They don’t locate faults but offer immediate protection.
They instantly trip when leakage surpasses your preset threshold, isolating faulty circuits.
You rely on them to prevent catastrophic damage and fire risks from sustained faults.
Their operation provides a clear starting point for your more advanced diagnostic tools.
You can now pinpoint faults faster with advanced electronic tools. For cable issues, Time Domain Reflectometry sends a pulse and measures its reflection to find the exact break. You’ll also use signal injection to trace a low-frequency current right to the ground fault path.
Time Domain Reflectometry (TDR) for Cable Faults
Since ground faults often occur in complex wiring, TDR provides precise localization. You’ll appreciate how this technology sends a fast rise-time pulse down a suspect cable. The waveform reflections pinpoint exactly where insulation has failed or a ground path exists. It works on both low-voltage control wiring and high-voltage auxiliary circuits. The reflected pulse signature reveals if the fault is a hard short, moisture ingress, or partial insulation breakdown. Locomotive vibration and heat cycling often cause intermittent faults. Here’s why TDR excels in locomotive diagnostics:
You’ll pinpoint a fault’s exact distance before any physical inspection.
It works effectively even in tangled harnesses and junction boxes.
You’ll use handheld TDRs for quick depot checks.
Combining TDR with insulation monitoring speeds up repairs. TDR reduces troubleshooting time rapidly.
Signal Injection and Tracing Techniques
A signal injection generator applies a low-frequency current directly to the faulted circuit. You then use a handheld receiver clamp to trace the signal’s magnetic field along the wiring. This guides you straight to the grounding path without guesswork. It’s especially effective for hard-to-find soft grounds in auxiliary systems. The injected signal follows only the fault current’s route, so you avoid tracing normal circuits. You’ll pinpoint faults behind panels or in tightly bundled harnesses quickly. Unlike TDR, this method works on energized or de-energized circuits for added flexibility. You can isolate a single motor or heater element without shutting down the whole locomotive. This slashes diagnostic time and keeps your fleet moving.
Online Insulation Monitoring and Smart Diagnostic Systems
Where signal injection responds to a fault, these systems anticipate one. You’re moving from reactive hunting to proactive monitoring. Permanently connected insulation monitors continuously supervise resistance while the locomotive is live. Integration with the Train Control and Management System enables real-time alarms and trend logging. You’ll see declining insulation values long before a hard ground trip. This smart diagnostic approach lets you catch soft faults during revenue service. You can plan repairs instead of scrambling after a road failure. Key benefits you’ll realize include:
Preventative alerts through continuous resistance measurement.
Reduced troubleshooting time via logged TCMS fault data.
Condition-based maintenance that avoids costly service interruptions.
Selecting and Implementing Ground Fault Location Solutions
When you’re choosing diagnostic gear for your fleet, focus on accuracy, portability, and safety certifications. Then you’ll integrate these tools into your maintenance workflows with clear protocols. Finally, you’ll weigh upfront costs against reduced downtime to future-proof your investment.
Criteria for Choosing Diagnostic Equipment for a Locomotive Fleet
Selecting fleet-wide diagnostic tools demands balancing precision with locomotive operating realities. You’ll navigate several key criteria to ensure your investment pays off.
Ruggedness: Prioritize durability against shock, vibration, and contaminants. You can’t afford delicate equipment in a harsh railway environment.
Electrical Integrity: Verify compliance with railway-specific EMC standards. Your tool must operate without interfering with locomotive control systems.
Data Capabilities: Seek high-accuracy, voltage-class-appropriate units with integrated data logging and software. You’ll gain insights for trend analysis, not just fault finding.
Don’t forget portability. You need a device that moves easily between locomotives in the shop. These choices create a powerful, practical diagnostic arsenal.
Integrating Fault Location into Maintenance Workflows
To truly shift from reactive repairs, you must embed fault location tools directly into your scheduled maintenance intervals. Combine TDR surveys with monitor data during inspections. You’ll analyze trends from online monitors to pinpoint anomalies with a handheld injector. When a TDR reflection shifts, schedule a repair before the ground fault solidifies.
This turns your team into strategists, not firefighters. You’ll trace leakage paths during B-checks instead of emergency teardowns. Insulation resistance readings flow into your CMMS, generating work orders at thresholds. Condition-based maintenance slashes outages. Your fleet stays in service, your bay a diagnostic center. Fault location becomes routine, not an emergency. You’ll schedule TDR surveys during every quarterly inspection. Compare baseline traces. This proactive approach eliminates guesswork and keeps locomotives rolling. It’s smart.
Cost-Benefit Analysis and Future-Proofing
You’ve made fault location a routine inspection step. Now, calculate the return on your diagnostic investment. Advanced tools like TDR or online monitors cost more upfront. Yet they slash troubleshooting hours and prevent catastrophic failures. You avoid costly road failures and extend wire harness life. Future-proof your fleet by selecting scalable systems today.
Adopt wireless sensors to transmit real-time data, eliminating manual checks on hard-to-reach circuits.
Integrate cloud-based analytics for trend prediction, spotting a degrading insulation fault months in advance.
Demand modular hardware so you can add signal injection or TDR modules later, protecting your initial spend.
Frequently Asked Questions
What Training Do Technicians Need for TDR Use?
You might think TDR looks complex, but you don’t need an engineering degree. You’ll train to interpret reflection waveforms and set velocity factors for locomotive cable types. and practice connecting to auxiliary circuits safely under lockout procedures. You’ll learn to distinguish hard shorts from soft, arcing faults quickly. This focused, hands-on instruction builds your confidence. You’ll master pinpointing fault distances in hours, slashing troubleshooting time and keeping your fleet rolling.
How Often Should Locomotive Insulation Be Tested Offline?
You should perform an offline insulation resistance test on your locomotive’s auxiliary circuits at every major inspection interval. This typically aligns with a 92-day or 184-day scheduled shop visit. Don’t wait for a fault—use this planned downtime to catch moisture ingress or degrading materials early. Combine the offline test with physical connector checks. If your fleet operates in extreme wetness or dust, increase that frequency to monthly checks to prevent sudden service failures.
Can Ground Faults Affect Locomotive Communication Networks?
Nearly 15% of unexplained network faults trace back to ground issues. You can’t afford to ignore how stray currents corrupt your locomotive’s communication lines. A hard fault injects noise directly into sensitive data cables, scrambling control signals. You’ll see intermittent loss of serial data buses. Using signal injection, you pinpoint the leakage path without dismantling cable harnesses. Your TDR simultaneously maps physical damage, letting you isolate the compromised segment fast and keep your train’s nervous system online.
Are Handheld Locators Effective on Wet Insulation Faults?
You’ll find handheld locators are tricky on wet insulation faults because moisture creates a diffuse, low-resistance path that confuses the signal. Their signal injection often spreads out instead of pointing to a single break. You can still use them, but you must first dry the area or complement your approach with a time domain reflectometer. That way, you’re pinpointing the cable anomaly, not chasing a broad wet spot.
What Voltage Is Safe for Signal Injection Testing?
You stick to voltages under 50 volts AC or 120 volts DC—about the same pressure as a ring of doorbell chimes pushing through the wires. This low energy keeps your insulation safe while you trace the fault path. You’re injecting a signal that’s strong enough to follow but gentle enough to avoid stressing aged cables. It’s why handheld testers rarely exceed a harmless 30 milliamps of current, letting you map a ground fault without ever triggering a shutdown.
The Critical Role of Mechanical Parameters in Railway Contactors
Railway locomotives depend on sophisticated electro-mechanical switching devices called contactors to manage high-current power distribution across traction motors, braking systems, and auxiliary equipment. These contactors must reliably handle currents exceeding 500 amperes while operating in harsh railway environments characterized by extreme temperature variations, persistent vibration, moisture exposure, and demanding duty cycles. The mechanical parameters governing contact normal load, spring design characteristics, and make/break speed fundamentally determine whether a locomotive’s electrical system operates reliably or experiences catastrophic failure at the worst possible moment.
Understanding how contact normal load and spring design influence contactor endurance represents essential knowledge for rail engineers and procurement specialists responsible for fleet maintenance and capital equipment selection. The relationship between these mechanical parameters and both electrical and mechanical endurance creates optimization challenges that separate well-maintained, reliable locomotives from those experiencing frequent electrical failures and unexpected service interruptions. This comprehensive exploration examines how proper mechanical parameter optimization extends contactor service life, reduces maintenance costs, and improves overall locomotive reliability and safety.
Understanding Contact Normal Load in Railway Contactors
The Fundamental Physics of Contact Pressure and Resistance
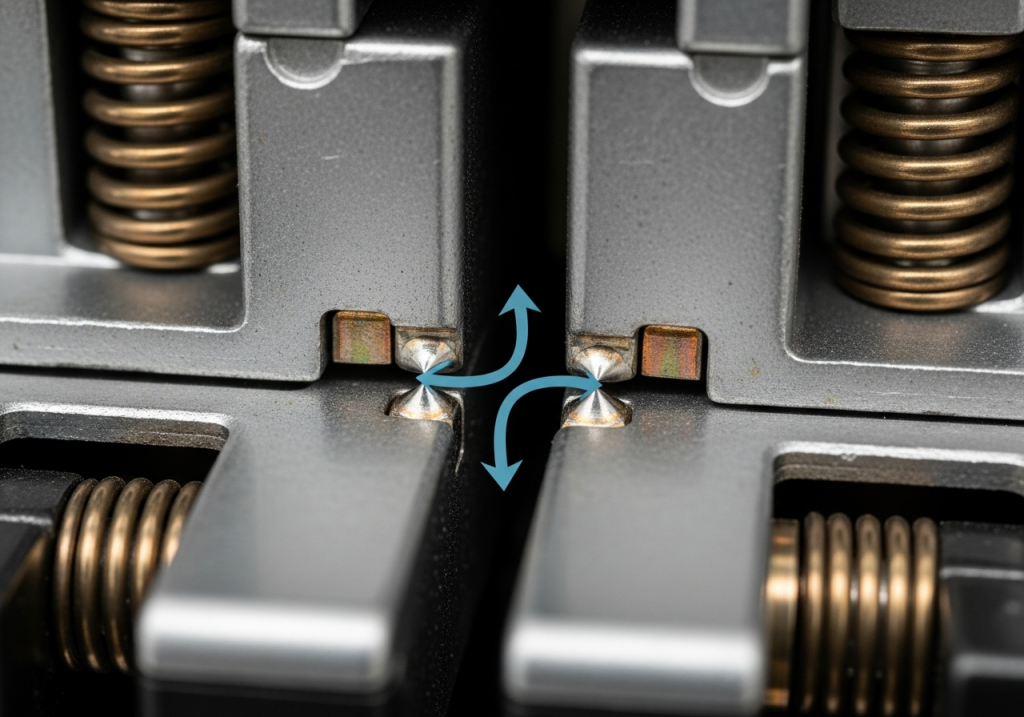
Contact normal load, commonly referred to as contact pressure or contact force, represents the force pressing electrical contact surfaces together during switching operations. This deceptively simple mechanical characteristic profoundly influences electrical performance, thermal behavior, and wear rates in railway contactors. The relationship between contact pressure and electrical contact resistance has been well-established since the early twentieth century through fundamental research in electrical contact physics, particularly work by Ragnar Holm documented in the “Electric Contacts Handbook” that remains relevant to modern applications.
As contact pressure increases, contact resistance decreases following a non-linear relationship rooted in the physics of microscopic contact behavior. When two metallic surfaces meet under load, actual contact occurs only at microscopic high spots called contact spots, creating a constriction in the electrical current path. These constriction spots generate heat proportional to the square of current and inversely proportional to contact area. Higher contact pressure expands the contact area and crushes surface contaminants and films, dramatically reducing contact resistance. This fundamental principle explains why properly maintained contact pressure is absolutely critical for reliable locomotive electrical systems.
In railway locomotive applications, typical contact pressures range from 10 kilograms-force (98 newtons) for lightweight pilot circuits to over 50 kilograms-force (490 newtons) for main traction contactors handling 500+ amperes. The specific pressure required depends on contact material composition, expected current magnitude, frequency of switching operations, and environmental conditions. Indian railway specifications for electromagnetic contactors on electric locomotives mandate maintaining contact pressure within narrow tolerance bands, with specific bolt torque values ensuring consistent pressure application across all contact pairs throughout the contactor’s operational life.
How Contact Pressure Affects Electrical Performance in Locomotive Duty
Contact pressure directly determines whether a locomotive contactor maintains reliable electrical performance or degrades toward failure. When contact pressure is insufficient, several failure modes emerge rapidly. High contact resistance creates localized heating at contact surfaces, potentially exceeding material melting points and causing contacts to weld together in the closed position. This catastrophic failure prevents the contactor from opening, trapping the locomotive in maximum power output with no ability to reduce current or stop the train—an unacceptable safety hazard.
Inadequate contact pressure also allows contact bounce—momentary separation of contacts immediately after they close due to elastic rebound of the mechanical assembly. This bounce creates micro-arcs that cause rapid contact material erosion and pit formation, visible as microscopic craters and material transfer marks. The contact resistance increases as pitting develops, creating a vicious cycle where higher resistance generates more heat, accelerating pit formation and material degradation. Locomotives operating with degraded contact pressure often exhibit erratic motor performance, including sudden loss of power, stuttering acceleration, and inability to maintain consistent speed on grades.
Conversely, excessive contact pressure accelerates spring fatigue and mechanical wear without providing proportional electrical benefits. Beyond approximately 50-60 kilograms-force contact pressure, additional force provides minimal improvement in contact resistance while dramatically increasing stress on spring components and contact carriers. This over-pressure condition shortens mechanical life, increases maintenance requirements, and raises total cost of ownership despite potentially improving short-term electrical performance. Railway maintenance engineers must therefore optimize contact pressure to a specific target value rather than simply maximizing pressure.
Pressure Optimization Techniques for Railway Applications
Achieving optimal contact pressure in locomotive contactors requires careful coordination between electromagnetic coil design and mechanical spring preload. The coil, when energized, generates magnetic force that pulls the movable contact assembly toward the stationary contacts. Spring force opposes this motion, and the difference between coil force and spring force determines net contact pressure. Railway contactors are engineered so that at rated coil voltage, the magnetic force exceeds spring force sufficiently to close contacts reliably even if contact resistance is temporarily elevated or spring force has degraded somewhat.
In electro-pneumatic contactors used on some railway locomotives, compressed air pressure supplements or replaces electromagnetic force in achieving contact closure. These pneumatic systems require different optimization approaches, focusing on air pressure regulation, valve timing, and mechanical linkages connecting air cylinders to contact carriers. Maintenance of air system integrity becomes critical—any air leakage reduces available pneumatic force and prevents proper contact pressure, making regular inspection and seal replacement essential for maintaining reliability.
Practical optimization begins with understanding the specific locomotive’s duty cycle and environmental conditions. Heavy-duty freight locomotives operating under maximum load continuously require different contact pressure optimization than lighter commuter locomotives with frequent start-stop cycles. High-humidity environments near coasts or in tropical regions may require higher contact pressure to overcome corrosion film buildup, while dry continental environments tolerate lower pressure. Railway maintenance programs typically establish baseline contact pressure specifications for each locomotive model and verify adherence through resistance testing during periodic maintenance intervals.
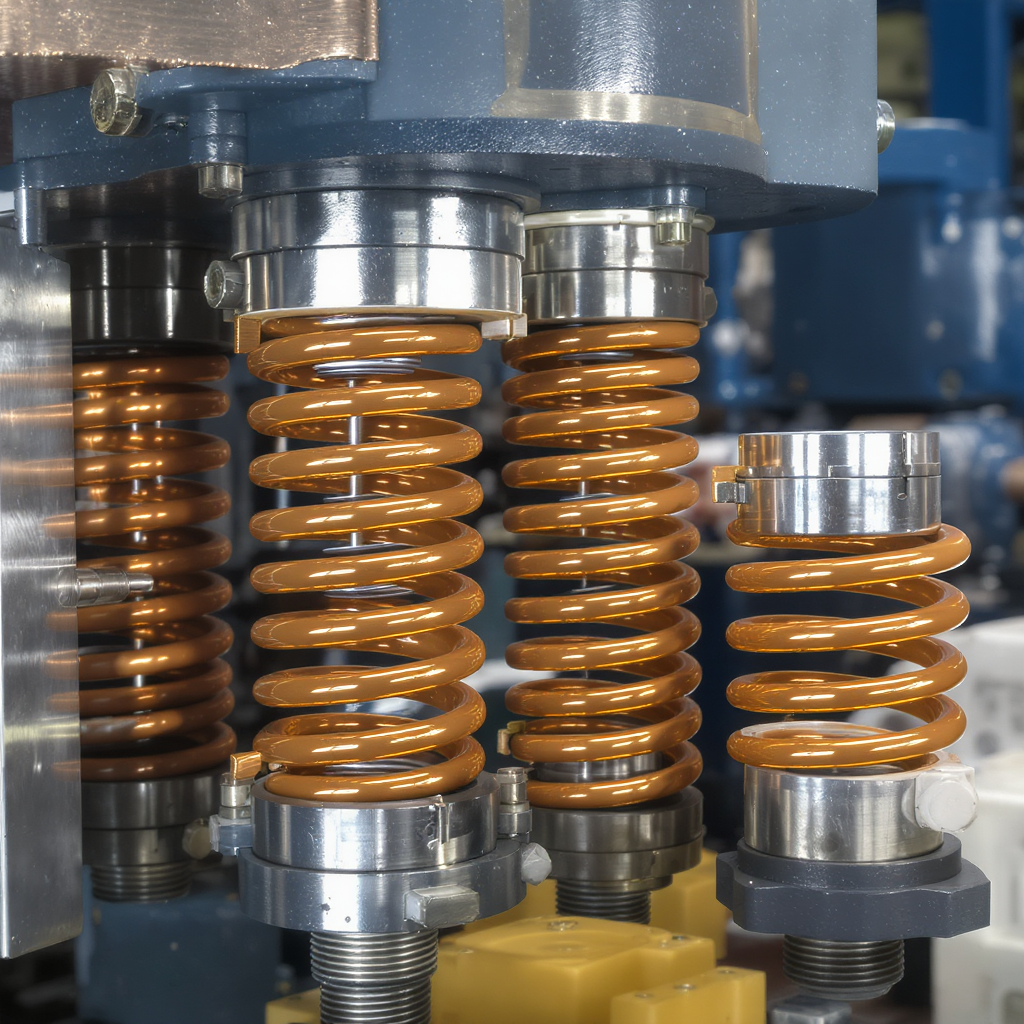
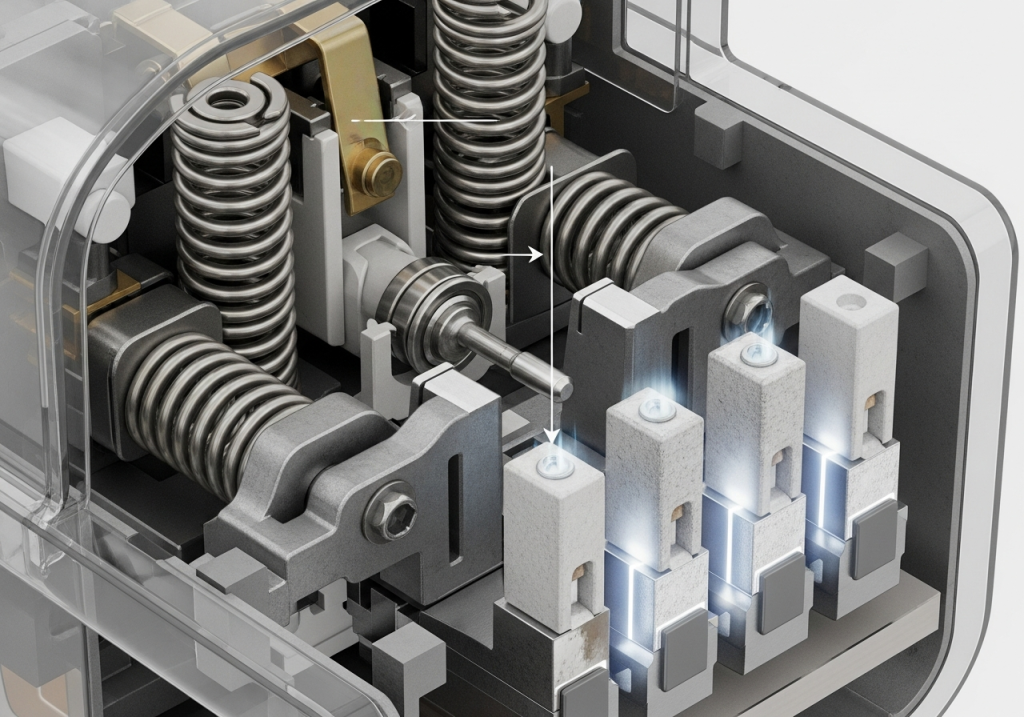
Spring Design and Its Impact on Contactor Performance
Spring Mechanics and Material Properties in Railway Contactors
Spring systems represent the mechanical heart of locomotive contactors, serving multiple interdependent functions simultaneously. The contact spring maintains pressure on electrical contacts throughout switching cycles. The reaction spring resists electromagnetic closing force and helps control closing speed. The return spring restores contacts to open position when the coil is de-energized. Each spring must be individually optimized while also coordinating with other springs to deliver smooth, reliable contactor action across the locomotive’s entire operating temperature range and throughout the contactor’s intended service life.
Railway contactor springs are manufactured from specialized steel alloys specifically chosen for their ability to withstand millions of compression-decompression cycles without permanent deformation or fracture. The steel must maintain consistent spring constant across temperature ranges from -40°C in northern European winters to +50°C in tropical railway environments. Material specifications typically call for high-carbon spring steel, often with chromium or vanadium alloying elements to enhance fatigue resistance. The steel undergoes precise heat treatment—hardening and tempering—to achieve the exact balance of strength, hardness, and ductility required for reliable operation.
Spring design begins with calculating the required spring constant (force per unit deflection) using Hooke’s Law: Force equals spring constant times deflection. For locomotive contactors, engineers must determine spring constant by working backward from desired contact pressure. If a contactor requires 40 kilograms-force contact pressure and the electromagnetic coil produces 80 kilograms-force, the spring must provide 40 kilograms-force resistance. The spring constant then depends on how much compression distance is available within the contactor housing. A space-constrained design requires higher spring constant (stiffer spring), while a more spacious design permits softer springs producing the same force.
The spring’s geometry—coil diameter, wire diameter, number of active coils—determines spring constant according to precise mathematical relationships. Larger coil diameter generally produces softer springs (lower spring constant), while smaller coil diameter produces stiffer springs. Thicker wire creates stiffer springs, thin wire creates softer springs. More active coils produce softer springs, fewer coils produce stiffer springs. Railway contactor designers optimize these parameters to achieve exact spring constants while maintaining material stress within safe limits and preventing spring solid-length buckling or excessive free-length coiling.
Spring Fatigue and Life Prediction Models
Spring fatigue represents a critical failure mode limiting mechanical life of locomotive contactors, particularly in intensive-use applications where contactors operate thousands of times daily. Each compression-decompression cycle imposes alternating stress on spring material, causing microscopic damage that accumulates toward eventual fracture. This cumulative damage phenomenon is governed by fatigue mechanics, specifically the Gerber criterion and modified goodman approaches used to predict when springs will fail after a specific number of cycles.
The fatigue life of a spring depends on several factors: the magnitude of alternating stress imposed during cycling, the mean stress around which stress cycles oscillate, material properties including fatigue strength and yield strength, surface condition and finish, and geometric stress concentration factors at spring ends. Railway contactors typically operate springs at stress levels intentionally kept below the material’s fatigue limit—the stress level below which theoretically infinite cycles can occur without failure. However, practical railway experience and conservative engineering practice assume springs will fail after 1-3 million cycles even if theoretical fatigue limits suggest longer life.
Predicting actual spring failure timing requires field data analysis and accelerated testing. Railways maintain detailed records of contactor replacement intervals across their fleet, tracking both calendar time and operating hours. This data reveals actual spring fatigue patterns and validates design assumptions. Some railway operators perform spring compression force testing during periodic maintenance, measuring the force required to compress springs to specific deflection points. Comparison against baseline measurements from new contactors reveals spring weakening, allowing predictive replacement before complete failure occurs. Springs showing 10-15% force loss typically schedule replacement during the next planned maintenance window before failure strands locomotives in service.
Accelerated testing in laboratories subjects contactors to elevated temperatures (to simulate continuous summer operation in hot climates) and compressed operating schedules (thousands of cycles over hours rather than weeks). These tests identify potential spring failure modes and validate that new designs achieve intended service life. Indian railways and international railway operators conduct such testing per IEC standards and internal specifications before approving contactors for revenue service, ensuring fleet reliability before deployment.
Spring Optimization for Reducing Contact Bounce and Wear
Contact bounce represents one of the most damaging phenomena in electrical contactors, particularly at high switching frequencies common in locomotive applications. When contacts close, the electromagnetic force accelerates the moving contact assembly toward the stationary contacts. The assembly possesses significant kinetic energy at impact, causing the moving contact assembly to decelerate rapidly but elastically rebound due to mechanical compliance in the system. This rebound creates momentary separation of contacts immediately after they close, lasting just 1-20 milliseconds depending on design.
During contact bounce, electrical current flowing through the partially-separated contacts creates micro-arcs that generate temperatures exceeding 5000°C at contact surfaces. These arcs cause rapid metal evaporation, ionization, and material transfer from one contact to the other. The contact surfaces deteriorate visibly as material is deposited and eroded, creating pitted surfaces and excessive surface roughness. Contact bounce is therefore one of the primary drivers of electrical life limitations in locomotive contactors—a design phenomenon that can be managed and minimized but never completely eliminated.
Spring optimization specifically targets contact bounce reduction through careful balance of multiple competing objectives. Softer springs allow easier contact closure with lower electromagnet power requirements but increase contact assembly mass and kinetic energy at impact, worsening bounce. Stiffer springs reduce kinetic energy at impact but require more powerful electromagnets, increasing coil heating and power consumption. The contact mass itself influences bounce—lighter assemblies have less kinetic energy and bounce less severely, but lightweight designs sacrifice mechanical ruggedness. Modern locomotive contactors employ electromagnetic-mechanical coupling simulation using finite element analysis to optimize these competing factors simultaneously.
One advanced technique involves multi-stage spring design where springs have different rates at different positions in the cycle. Early in the closing motion, softer springs allow rapid contact closure, minimizing contact opening duration. As contacts near closure, spring rate increases, decelerating the contact assembly and reducing impact velocity and resulting bounce. Return springs are similarly optimized to open contacts quickly enough to extinguish arcing but not so fast as to cause rebound that retards opening speed. These sophisticated designs achieve contact bounce reduction of 20-30% compared to conventional single-stage springs, extending electrical life and reducing maintenance costs.
Make/Break Characteristics and Contact Wear Mechanisms
Understanding Arcing Phenomena and Contact Erosion in High-Current Applications
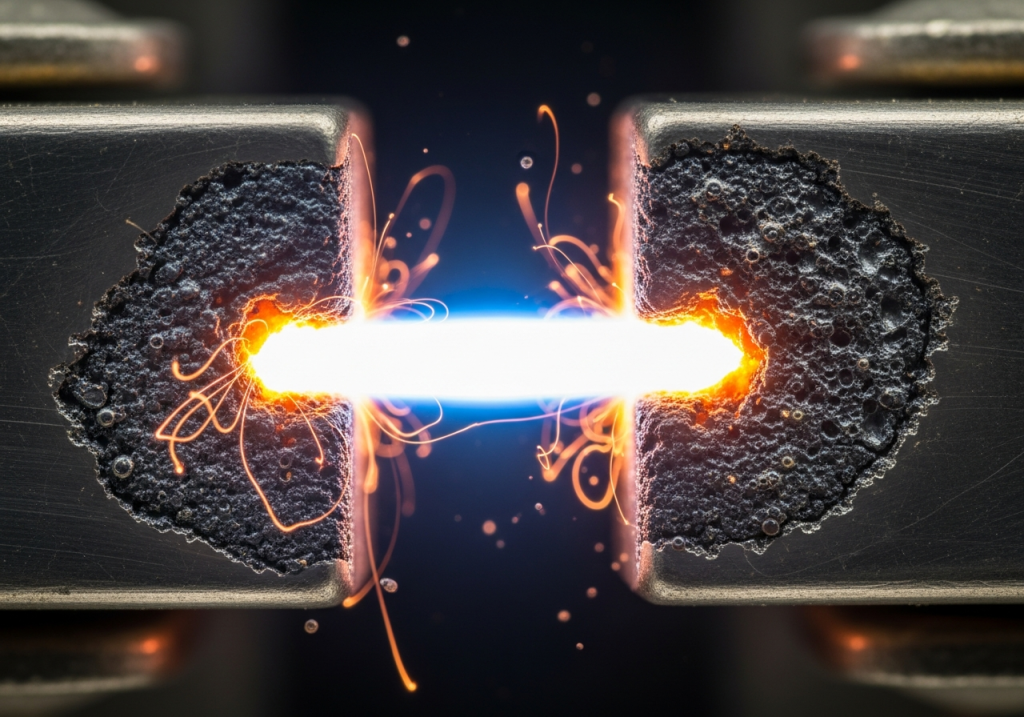
When locomotive contactor contacts separate during the “break” operation, an electrical arc forms across the gap between contact surfaces. This arc represents a partially-ionized plasma channel conducting current through ionized metal vapor and gases. The arc persists as long as current magnitude exceeds the minimum current required to sustain ionization in the gap geometry. At current zero crossing (in AC applications) or when contact gap becomes sufficiently large (in DC applications), the arc extinguishes, interrupting the circuit and allowing full voltage recovery across the now-separated contacts.
The physics of arcing in high-current applications creates extraordinary conditions at contact surfaces. Contact current flowing through a few square millimeters of contact area creates current density in the range of 1,000-10,000 amperes per square millimeter. Resistance to current flow in this geometry generates resistive heating at contact spots, creating temperatures that can exceed 5000°C—well above the melting point of contact material. This extreme temperature causes metal evaporation and ionization, forming the arc plasma. The arc burns backward from the point of separation, creating visible erosion tracks on contact surfaces and preferentially eroding material from the opening (negative) contact.
Contact erosion during arcing occurs through several mechanisms. Direct arc heating melts and vaporizes contact material at the arc root. Momentum transfer from the ionized plasma stream physically blasts material from the contact surface. Chemical reactions between vaporized contact material and atmospheric oxygen can form oxides and other compounds. In severe cases, crater formation occurs where contact material has been entirely removed from localized regions, leaving deep pits. Over thousands of arcing events, these pits accumulate and coalesce, creating rough, degraded contact surfaces with high contact resistance.
The erosion rate depends critically on current magnitude, arcing duration, contact material, and environmental factors. High current produces high temperature arcs that erode faster than low-current arcs. Long arcing duration allows more material removal per cycle. Contact material composition profoundly influences erosion resistance—silver-tin oxide contacts erode much more slowly than pure silver or silver-copper contacts due to oxide layer formation that resists sputtering. Environmental humidity and contamination can accelerate corrosion-induced contact degradation alongside direct arc erosion. Railway contactors in coastal regions experiencing salt-air corrosion often require more frequent contact replacement than identical contactors in inland locations with benign environments.
Contact Material Selection and Performance Characteristics
Selecting appropriate contact material for locomotive contactors represents a critical engineering decision balancing electrical performance, mechanical durability, cost, environmental compliance, and regulatory requirements. Historically, many railway contactors used silver-cadmium oxide contacts because cadmium oxide provides excellent arc erosion resistance and cadmium improves mechanical hardness. However, cadmium’s toxicity and environmental concerns have led to elimination of this material from new contactor designs across most railway systems.
Modern railway contactors primarily employ silver-tin oxide (AgSnO2) contacts for main power switching circuits. Silver provides exceptional electrical and thermal conductivity, essential for managing high currents and dissipating heat generated at contact surfaces. Tin oxide particles dispersed throughout the silver matrix improve arc erosion resistance by 50-100% compared to pure silver, enabling longer electrical life and extended maintenance intervals. The oxide particles resist vaporization during arcing, creating a protective surface layer that slows material erosion. Silver-tin oxide contacts maintain adequate mechanical hardness for reliable switching while resisting welding and sticking that can occur with softer pure silver contacts.
Silver-copper alloys (AgCu) represent an alternative material choice for some applications, particularly where cost constraints limit silver usage. Copper increases mechanical strength compared to pure silver, providing better resistance to contact carrier deformation and spring relaxation. However, copper’s lower thermal conductivity compared to silver results in higher contact temperatures for equivalent current-carrying conditions. Silver-copper contacts typically tolerate slightly lower current ratings than equivalent silver-tin oxide contacts, but their lower cost may be justifiable in cost-sensitive procurement decisions for non-critical contactor applications.
Silver-nickel (AgNi) contacts provide additional mechanical durability in applications expecting significant contact carrier vibration or mechanical stress. Nickel increases hardness and wear resistance, improving mechanical life in vigorous switching duty. However, nickel also slightly reduces electrical conductivity compared to pure silver, requiring somewhat larger contact area to achieve equivalent current rating. Railway operators typically reserve silver-nickel contacts for specialized applications rather than standard main power contactors.
Contact material thickness represents an important design consideration often overlooked in maintenance planning. Contacts are typically 0.5-2.0mm thick, sized to provide adequate material for erosion accommodation throughout intended service life. A contactor designed for 100,000 switching cycles with expected erosion rate of 0.01mm per 1,000 cycles would require at least 1.0mm contact thickness to provide 100,000 cycles before erosion reaches the copper base material. When contacts erode through their original thickness into the underlying copper carrier material, contact resistance increases dramatically because copper conducts current less efficiently than silver, and copper oxidizes rapidly in humid environments.
Break Speed and Arc Extinction Timing
Contact break speed—the rate at which contacts separate during the opening operation—directly determines arc duration and the resulting contact erosion. Fast-opening contacts create large air gaps quickly, accelerating arc extinction. In AC systems, successful arc extinction requires reaching sufficient gap distance and cooling before current naturally attempts to reverse direction at the next current zero crossing. If contacts open slowly, the arc burns for extended duration, accelerating contact material erosion. If contacts open too fast, mechanical stress on contact carriers and springs increases, potentially causing mechanical failure and increasing costs of contactors replacement.
Railway contactors typically achieve break speeds in the range of 0.5-2.0 meters per second depending on coil design, spring rates, and mechanical leverage. Heavier contactors handling higher currents often employ faster break speeds to minimize arcing, while lighter pilot circuit contactors sometimes use slower break speeds to reduce mechanical stress. The break speed is partially controlled by the return spring force—stronger springs accelerate contact opening, weaker springs allow slower opening. However, spring force must also provide adequate contact pressure during closed operation, creating a design tradeoff.
Arc extinction in DC systems (common in some railway applications, particularly older diesel-electric locomotives with DC generator and DC traction motor systems) requires different considerations than AC systems. DC current doesn’t naturally go through zero like AC current, so the arc persists until the contact gap becomes so large that ionization can no longer bridge the gap.
This requires larger contact gaps and/or faster opening speed in DC systems compared to AC systems. Many DC railway contactors employ arc chutes—specially shaped metal or ceramic chambers surrounding the arc zone—that cool the arc and distribute it across larger regions to promote extinction. Modern DC contactors sometimes use magnetic blowout coils that generate magnetic fields concentrating the arc and accelerating its movement and extinction.
Electrical Endurance vs Mechanical Life in Locomotive Applications
Understanding the Distinction Between Mechanical and Electrical Endurance Ratings
Railway contactors carry two distinct endurance ratings that fundamentally drive maintenance scheduling and replacement decisions. Mechanical life represents the number of opening-closing cycles the mechanical components can withstand without permanent deformation or fracture—typically 1-3 million cycles for industrial-grade contactors and up to 10 million cycles for specialized lightweight contactors. Electrical life represents the number of load-breaking cycles the contactor can perform while switching current without contact erosion exceeding acceptable limits—typically 50,000-200,000 cycles for AC-3 motor starting applications and 10,000-50,000 cycles for AC-4 plugging and jogging applications.
This distinction creates a critical insight that surprises many maintenance engineers: in 95% of real-world railway applications, electrical life determines replacement timing rather than mechanical life. A locomotive contactor rated for 1 million mechanical operations and 100,000 electrical operations at AC-3 duty reaches electrical end-of-life at 100,000 cycles, leaving 900,000 unused mechanical capacity. This represents an apparently wasteful design until one recognizes that electrical stress from arc erosion limits the contactor first, making further mechanical cycling impossible because electrical failure has already rendered the contactor unreliable.
The fundamental reason for this disparity involves the energy scales involved in mechanical versus electrical degradation. Mechanical wear from friction and abrasion removes microscopic material at rates measured in nanometers per 1,000 cycles—requiring 1-3 million cycles to accumulate sufficient material loss to cause mechanical failure. Electrical stress from arcing removes material at rates measured in micrometers per 100 cycles—a thousand times faster than mechanical wear. The arc temperatures exceed 5000°C and impart enormous energy densities at contact surfaces, causing catastrophic erosion compared to the gentler mechanical wear processes.
Mechanical Life Limitations and Spring Component Wear
Mechanical life limitations arise from multiple degradation mechanisms accumulating throughout the contactor’s operational history. Spring fatigue represents the primary mechanical life limiter in most locomotive contactors. Each compression-decompression cycle imposes stress on spring material; millions of cycles cause microscopic crack initiation and propagation that eventually leads to catastrophic failure. Modern contactor springs are engineered to operate at stress levels designed not to exceed fatigue strength, theoretically allowing infinite cycles. However, practical designs conservatively limit mechanical life to 1-3 million cycles based on field experience showing that other degradation mechanisms typically intervene before true infinite life is achieved.
Pivot bearing wear represents a secondary mechanical life limitation in contactors employing pivot connections between contact carriers and the electromagnetic coil armature. These bearings must support large forces repeated millions of times while surviving continuous locomotive vibration. Over time, bearing surfaces wear, creating increased friction and play in the mechanical linkage. Excessive play results in sluggish contact opening and closing, potentially allowing contact bounce to increase and arcing to worsen. Some advanced railway contactors employ roller bearings or plastic-on-metal bearing combinations to extend bearing life beyond mechanical component life.
Contact carrier deformation occurs when contact carrier structures yield or fatigue under repeated mechanical stress. The contact carriers experience acceleration forces during rapid contact opening and closing, and these inertial forces multiply by the mass of the contacts and mechanical components they support. Insufficient structural stiffness or material strength in contact carriers can lead to permanent deformation—bending or warping of the carrier structure that changes contact geometry and alignment. Misaligned contacts may not mate properly, resulting in increased contact resistance or partial contact area usage.
Elastic deformation of contact materials themselves represents the final mechanical life consideration. Contact materials, despite being hardened metals, still undergo elastic deformation under repeated mechanical stress. In elastic deformation, the material deforms temporarily but recovers its original shape after stress is removed. However, repeated elastic deformation can eventually transition to plastic deformation, creating permanent shape changes. The contact surface may not align properly after plastic deformation has occurred, degrading contact quality and increasing electrical resistance.
Electrical Life and IEC Utilization Categories
Electrical life depends critically on application duty category, defined in IEC 60947-4-1 standard for low-voltage electromechanical contactors and motor starters. Different categories impose different electrical stress levels, directly affecting how quickly contacts erode and electrical life is consumed. Understanding utilization categories enables proper contactor selection—using an undersized contactor for the wrong duty category causes premature electrical failure and inadequate motor protection.
AC-1 category encompasses resistive or only slightly inductive loads such as resistance heating elements and incandescent lighting. Full load current equals rated current with minimal inrush current. The power factor is high (typically above 0.95), indicating resistive rather than inductive character. Electrical life is extremely long in AC-1 applications, often approaching mechanical life limits because arcing energy per cycle is minimal. A contactor rated for 400 amperes at AC-1 duty might achieve 500,000+ electrical cycles because the low inrush current limits arcing severity. Railway applications rarely use AC-1 contactors because locomotive circuits inherently involve large inductive traction motors, not resistive loads.
AC-3 category handles squirrel-cage AC induction motors during starting and switching off while running. This category introduces significant inrush current—typically 6-7 times rated full-load current during motor starting—creating severe arcing stress. However, AC-3 duty cycles involve “make at high current” but “break at low current.” The contactor closes at high current (worst case for inrush arcing), but when opening, motor current has typically dropped near full-load running value, minimizing break arcing. This asymmetry limits electrical stress compared to fully balanced duty cycles. Electrical life in AC-3 is typically 100,000-200,000 cycles, representing a practical balance between cost and performance for most industrial and railway applications.
AC-4 category encompasses squirrel-cage motor plugging, jogging, inching, and rapid start-stop sequences. This represents the most severe duty category, requiring the contactor to make and break high currents repeatedly. Plugging involves reversing motor rotation by switching connections while the motor is still running forward, requiring the contactor to interrupt full-load current in the opposing direction. Jogging involves rapid starts and stops. These operations create intense arcing at both make and break, severely stressing contacts. AC-4 electrical life is typically only 10,000-50,000 cycles—approximately 7.5 times shorter than AC-4 despite identical mechanical operations. The difference entirely reflects increased electrical stress from making and breaking at high current repeatedly.
AC-2 category (slip-ring motor starting and switching off with slip-ring resistance in circuit during acceleration) and AC-22 category (switching highly inductive loads occasionally) represent intermediate categories with electrical life between AC-1 and AC-3. Railway contactors are almost always specified at AC-3 or AC-4 level because locomotive duty involves starting large inductive traction motors under load, creating high inrush currents characteristic of AC-3 or AC-4 service.
Real-World Service Life Prediction and Maintenance Planning
Converting electrical and mechanical cycle ratings into actual calendar service life requires understanding the specific locomotive’s operating profile. A locomotive starting its traction motors 10 times daily (typical for commuter service) would accumulate 3,650 starting cycles annually. This locomotive would consume 100,000 electrical cycles in approximately 27 years of service, suggesting 27-year intervals between contactor replacements if only electrical stress limited life. However, environmental factors, maintenance quality, and actual duty variations often compress this timeframe.
More aggressive operating profiles dramatically accelerate contactor replacement needs. A shunting locomotive performing yard switching duty might start traction motors 50+ times daily, consuming 100,000 electrical cycles in just 5-6 years. A high-frequency rapid-transit locomotive with frequent acceleration and deceleration cycles might consume electrical life even faster. Railway operators must analyze their specific fleet’s duty cycles to establish realistic replacement intervals and maintenance budgeting.
Environmental factors strongly influence actual service life independent of electrical stress calculations. Coastal railways with salt-air corrosion experience accelerated contact deterioration, often requiring 20-30% shorter intervals between contact replacement compared to inland railways in benign environments. High-temperature operations in tropical climates accelerate spring relaxation and reduce spring fatigue strength. Humid environments promote corrosion that increases contact resistance even when arc erosion hasn’t yet reached replacement limits. Dusty environments allow contamination to accumulate on contacts, interfering with electrical contact.
Predictive maintenance programs use field data to validate theoretical life predictions and guide replacement scheduling. Railway operators track contactor performance through resistance testing and visual inspection during routine maintenance. When resistance measurements begin trending upward or pitting becomes visible on contact surfaces, the contactor schedules replacement during the next planned maintenance opportunity before complete electrical failure occurs. This condition-based maintenance approach optimizes cost by replacing contactors before failure rather than on fixed calendar schedules, while maintaining reliability by preventing unexpected in-service failures.
Optimization Strategies for Railway Contactor Performance
Advanced Contact Pressure Optimization Techniques
Optimizing contact pressure for specific locomotive applications involves sophisticated analysis balancing electrical performance, mechanical durability, environmental resilience, and cost. The baseline optimization starts with calculating the minimum contact pressure required to maintain contact resistance below acceptable limits throughout the contactor’s intended service life. Contact resistance must remain sufficiently low to prevent excessive heating while carrying rated current for extended periods. Typical specifications limit contact resistance to 0.2-0.5 milliohms per contact pair, requiring pressure calculations accounting for contact material properties and expected surface contamination.
The electromagnet force available for achieving contact pressure depends on coil design, operating voltage, and duty cycle. Higher coil voltage produces stronger magnetic force, enabling higher contact pressure or larger contact gaps. However, higher voltage also increases coil power dissipation, creating heat that must be dissipated to maintain insulation integrity. Thermally stable contactors operating at maximum voltage continuously produce more waste heat but achieve superior contact pressure consistency. Duty-cycle-limited (intermittent-use) contactors can operate coils at higher effective temperature rise, enabling higher pressure with lower average heat dissipation.
Spring preload optimization involves selecting spring material, geometry, and assembly procedures to provide exactly the required spring force. Over-preload increases spring stress, accelerating fatigue and shortening mechanical life. Under-preload reduces available contact pressure as spring force weakens with age, potentially causing late-life electrical failures. Modern contactors employ quality-control procedures verifying spring force within specified tolerances during manufacturing, and maintenance procedures verify spring force periodically throughout the contactor’s service life. Springs showing significant force loss schedule replacement during the next maintenance cycle, preventing performance degradation.
Contact surface preparation and maintenance profoundly influences actual contact pressure requirements. Clean, smooth contact surfaces require less pressure to achieve low resistance than contaminated, pitted surfaces. Modern railway maintenance procedures include periodic contact cleaning using appropriate methods for each contact material—typically specialized contact cleaners for mild contamination, or mechanical burnishing with soft abrasives for heavier oxidation. This preventive cleaning maintains optimal contact resistance and allows railway operators to optimize contact pressure toward lower values, reducing spring stress and extending mechanical life.
Spring System Tuning and Load Balancing Using Advanced Simulation
Modern railway contactor optimization employs electromagnetic-mechanical coupling simulation to coordinate spring action with electromagnetic coil behavior. Finite element analysis models the magnetic field distribution within the coil and its interaction with the armature (movable part of the electromagnet). Mechanical finite element models simulate spring deformation, contact carrier motion, and contact approach. Coupling these models reveals how electromagnetic force changes as the armature moves (distance-dependent magnetic force), how spring force varies with compression, and how these forces interact to determine motion characteristics.
The simulation identifies several critical performance metrics: iron core closing time (how quickly the electromagnet snaps closed), contact closing velocity (speed at which contacts make), bounce time (duration of contact separation immediately after closing), contact break velocity (speed of contact opening), and overall cycle time (total time for complete open-close-open cycle). Each metric affects contactor performance—faster closing ensures motor starts reliably, lower bounce reduces contact erosion, faster breaking enables rapid fault interruption and arc extinction.
Multi-objective optimization adjusts spring parameters to optimize multiple competing objectives simultaneously. Lower spring constant enables faster closing (less spring force to overcome) but increases contact bounce (more kinetic energy at impact). Higher spring constant reduces bounce but requires more powerful electromagnet coils. Optimization seeks the Pareto frontier—the set of design solutions where no single parameter can be improved without degrading others. Response surface methodology creates mathematical models showing how each spring parameter influences each performance metric, allowing designers to navigate this complex design space efficiently.
Field validation confirms that simulated performance predictions match actual contactor behavior. Railway operators measure contact closing velocity, bounce duration, and break velocity on test benches and in revenue service locomotives, comparing results against simulation predictions. When predictions diverge from field measurements, engineers investigate root causes—often discovering unexpected effects like armature magnetic saturation, friction in mechanical linkages, or air resistance effects not fully captured in the simulation. These discoveries lead to refined models providing more accurate predictions for future designs.
Material Selection and Surface Treatment for Enhanced Performance
Contact material selection fundamentally influences make/break characteristics and electrical life. Silver-tin oxide contacts offer superior arc resistance compared to pure silver or silver-copper combinations, extending electrical life 20-50% depending on specific application duty category. The tin oxide particles resist vaporization during arcing, creating a protective oxide layer that slows material removal. However, silver-tin oxide contacts cost more than alternative materials, requiring economic justification through extended maintenance intervals and reduced total cost of ownership.
Contact surface treatment and finishing processes significantly impact contact performance. Contact surfaces must be extremely clean and smooth for optimal electrical performance. Manufacturing processes typically include mechanical burnishing with soft brushes or fine abrasive media to remove oxide films and establish smooth surface topology. Some manufacturers apply protective coatings to reduce oxidation during storage before installation. In-service contact cleaning (performed during routine maintenance) maintains optimal surface condition, particularly in high-humidity environments where oxidation occurs rapidly.
Contact carrier material and design also influences overall contactor performance. Aluminum or aluminum-alloy carriers provide light weight, reducing inertial forces and enabling faster contact opening and closing. However, aluminum has lower electrical conductivity than copper, potentially increasing contact resistance if current paths flow through the carrier. Copper carriers provide superior conductivity but weigh more than aluminum. Modern designs often employ hybrid structures—aluminum carriers for mechanical advantages but with copper current paths and contact attachment points for electrical optimization.
Testing, Maintenance and Reliability Considerations
Laboratory Testing Standards and Validation Procedures
Railway contactors undergo rigorous laboratory testing before approval for revenue service, ensuring that mechanical parameters and designs deliver intended performance. Indian railways (RDSO) and international railway standards require 8,000-100,000 electrical endurance test cycles depending on application category. AC-3 contactors typically undergo 50,000 cycles, while AC-4 applications require 100,000 cycles to validate contact integrity and mechanical reliability throughout electrical life. These test cycles operate at rated voltage and current, subjecting the contactor to realistic electrical stress.
Thermal cycling tests subject contactors to temperature swings from -25°C to +55°C, simulating seasonal variations in railway yards and tunnels where locomotives operate. Spring constants, electrical properties of coil insulation, and contact material properties all vary with temperature. Contactors must maintain specified performance across this temperature range without degradation. Coil insulation integrity is particularly critical—excessive heating can degrade insulation or cause complete failure. Thermal tests verify that coil temperature rise remains below specified limits (typically 60-80 kilowatts rise at rated continuous current).
Megger insulation testing with 500V direct current confirms electrical safety of coil winding insulation. Resistance should remain above 1 megohm (1,000,000 ohms) throughout the contactor’s service life. Contact resistance measurements with precision microohm meters verify that contact quality remains within specification—typically 0.0-0.4 milliohms for main power contacts and 0.0-2.0 milliohms for pilot circuit contacts. Visual inspection of contact surfaces with optical magnification identifies pitting, erosion, and surface degradation requiring contact replacement.
Short-circuit withstand testing verifies that contactors can handle momentary fault currents without mechanical failure. During fault conditions, extremely high currents flow through contacts momentarily before protection devices (circuit breakers, fuses) interrupt the circuit. The electromagnetic force at high fault current can exceed 100 kilograms-force on contact carriers, requiring robust mechanical design to prevent armature or carrier deformation. Contactors undergo proof testing at 1.5-2.0 times rated current for duration of 1-3 seconds, verifying mechanical integrity without actual fault conditions.
Field Inspection and Condition Monitoring Programs
Railway maintenance technicians perform visual inspections of contactor contacts through observation ports or by removing protective covers. Contact surfaces should appear smooth and silvery in new or well-maintained contactors. Pitting (small surface cratering), oxidation (dark or discolored surfaces), or material transfer (rough buildup of material) indicates contact degradation requiring attention. Severely pitted or eroded contacts indicate accumulated electrical stress approaching or exceeding replacement limits.
Resistance measurements using precision microohm meters (accurate to ±0.01 milliohms) provide quantitative assessment of contact quality. Normally open contacts in the open position should show essentially infinite resistance (megohms), confirming proper contact separation. When manually depressed or with coil energized to close contacts, resistance should drop to specification range (typically 0.1-0.4 milliohms depending on current rating). Elevated resistance (0.5-2.0 milliohms) indicates contact degradation but not yet requiring immediate replacement. Extremely high resistance (10+ milliohms) demands urgent replacement, as such high resistance causes dangerous overheating.
Coil resistance testing using precision multimeters detects wire insulation damage, partial internal shorts, and complete open-circuit failures. Measured coil resistance should match manufacturer specification (typically 50-500 ohms depending on contactor size and design). Resistance significantly higher than specification suggests partial open-circuit or very fine wire breakage. Resistance significantly lower than specification suggests short-circuited turns or damaged insulation bridging across windings. Either condition requires coil replacement.
Spring compression force testing using calibrated force gauges determines whether springs have weakened. Pressing contacts to full closure should require force closely matching specification—typically 30-60 kilograms-force. Springs that require significantly less force suggest mechanical loosening or spring degradation. Mechanical loosening sometimes allows spring tightening. True spring weakness requires spring replacement, as weakened springs cannot maintain adequate contact pressure.
Preventive Maintenance and Optimal Replacement Strategies
Preventive maintenance scheduling balances cost against reliability. Railway operators establish inspection intervals based on operating hours, calendar time (months or years), and duty category. Typical inspection intervals range from 500 operating hours (intensive duty locomotives) to 2,000 operating hours (light-duty locomotives) between full inspections. Calendar intervals typically range from 6 months to 2 years depending on climate and operating environment. Contact replacement intervals typically approach electrical life estimates—100,000-150,000 electrical cycles—combined with condition monitoring to identify contactors requiring early replacement due to environmental factors or unusual duty.
Complete contactor replacement is often more cost-effective than individual component replacement when multiple degradation mechanisms are present. A contactor with degraded contacts, weak springs, and corroded coil terminals might cost 60% as much to repair through component replacement as purchasing a new contactor. Complete replacement ensures all components are in factory-new condition, eliminating risks of residual problems. Repair typically reserves for minor issues like corroded terminal contacts or loose mechanical bolts rather than major component replacement.
Inventory management requires maintaining replacement contactors on hand for rapid deployment during unexpected failures. Most major railway operators maintain 10-20% of fleet size in replacement contactors (depending on fleet diversity), ensuring spare capacity for replacing failed units. Some contactors repair shops maintain cores (used contactors returned for refurbishment) that can be rebuilt and restored to like-new condition more cost-effectively than purchasing new contactors. Refurbished contactors typically cost 40-60% of new contactor prices after cleaning, bearing restoration, spring replacement, contact resurfacing, and electrical testing.
Advanced condition monitoring using vibration sensors and acoustic monitoring can detect early signs of contactor problems before contact resistance measurements reveal degradation. Vibration signatures change as springs weaken or contacts become misaligned. Acoustic signatures of arcing change as contact surfaces deteriorate. These early-warning technologies enable prediction of remaining useful life more accurately than calendar-based replacement intervals, potentially extending contactor service life or identifying problems requiring intervention before catastrophic failure.
Future Considerations
Railway contactors represent critical components determining locomotive reliability, operational efficiency, and safety. The mechanical parameters governing contact normal load and spring design profoundly influence both electrical endurance and mechanical reliability. Optimization of these parameters requires balancing multiple competing objectives—maximizing contact pressure for electrical performance while minimizing pressure to extend spring life, achieving fast contact closing for reliable motor starts while minimizing kinetic energy and bounce, and opening contacts quickly to extinction arcs while minimizing mechanical stress.
Modern railway contactors incorporate sophisticated electromagnetic-mechanical coupling optimization, advanced contact materials, and systematic maintenance programs that extend service life and improve reliability compared to earlier designs. Laboratory testing validates performance predictions before deployment, and field maintenance programs monitor actual contactor condition throughout service life. Railway operators who understand the underlying physics of contactor operation, select appropriate duty ratings for specific applications, and implement systematic maintenance programs achieve fleet performance and cost-effectiveness superior to those relying on reactive failure replacement.
Looking forward, emerging technologies promise further improvements in locomotive contactor performance. Solid-state switching devices (semiconductor switches) may eventually supplement or replace electro-mechanical contactors for some applications, offering faster switching speeds and eliminating mechanical wear. However, electro-mechanical contactors will likely remain essential for high-current traction circuits where power semiconductor losses become prohibitive. Advanced diagnostic techniques including condition monitoring and predictive algorithms will enable increasingly accurate prediction of remaining useful life, optimizing maintenance scheduling and reducing unexpected failures. Continued evolution of contact materials, spring designs, and electromagnetic optimization will extend both electrical and mechanical life, further improving locomotive reliability and reducing total cost of ownership for railway operators worldwide.
Frequently Asked Questions (FAQ)
How do I determine if a railway contactor needs replacement based on contact wear?
Monitor contact surface condition through visual inspection for pitting and erosion. Measure contact resistance—resistance above 0.5 ohms indicates excessive wear. Compare actual contact thickness against manufacturer specifications; if erosion exceeds limits (typically >0.060″ per contact pair), replacement is required. Most railway operators replace contactors after reaching 100,000-150,000 electrical switching cycles or when resistance measurements exceed acceptable thresholds, whichever occurs first.
Why do locomotive contactors fail despite meeting mechanical life ratings?
Locomotive contactors fail primarily due to electrical stress (arc erosion) rather than mechanical wear. Most railway contactors reach electrical end-of-life at 50,000-200,000 cycles, while mechanical components remain serviceable after 1-3 million cycles. Harsh railway environments accelerate failure through moisture ingress causing corrosion, vibration causing contact misalignment, and dust contamination increasing resistance. Additionally, improper utilization category selection—using AC-3 rated contactors for AC-4 jogging duty—dramatically reduces electrical life to 10,000-20,000 cycles.
What spring design improvements reduce contact bounce and extend contactor life?
Modern contactors optimize spring design through electromagnetic-mechanical coupling simulation to achieve bounce times under 5 milliseconds. Key improvements include precise spring constant selection to balance closing velocity against rebound energy, optimized contact mass to minimize inertial effects, and multi-stage spring systems that control motion at different phases. Higher contact force (within material strength limits) helps overcome elastic deformation causing bounce. Advanced designs integrate reaction springs that work synergistically with contact springs to absorb and dissipate bounce energy, improving contact life 20-30% compared to conventional designs.
You can revolutionize your locomotive’s efficiency by upgrading to advanced DC contactors with bidirectional switching, intelligent arc suppression, and IoT-enabled predictive maintenance. Modern units handle continuous currents exceeding 500 amperes while delivering up to 25% energy cost savings. They support regenerative braking recovery, precise battery charge/discharge management, and real-time contact wear monitoring that eliminates unplanned downtime. The full technical picture — covering arc extinguishing mechanisms, BESS integration, and smart diagnostics — is just ahead.
What are the advancements in energy-saving control strategies for high-power DC contactors to meet the demands of electric and hybrid locomotives?
Modern electric and hybrid locomotives demand revolutionary power management solutions. High-power DC contactors have evolved significantly to meet these challenges. Advanced bidirectional switching technology enables efficient energy distribution. Arc extinguishing chambers now provide superior performance under extreme conditions. These innovations directly reduce operational costs and emissions across rail networks.
Continuous current ratings now exceed 500 amperes in compact designs. Modular configurations offer unprecedented flexibility for battery integration requirements. Energy efficiency improvements reach up to 25 percent in modern systems. Smart monitoring capabilities enable predictive maintenance and real-time diagnostics. Total cost of ownership has decreased substantially through improved reliability.
Key Takeaways
Modern DC contactors handle continuous currents exceeding 500 amperes, delivering measurable energy efficiency improvements up to 25 percent across locomotive power systems.
Advanced arc extinguishing chambers use magnetic blowout coils, ceramic plates, and optimized gas flow to minimize energy losses during high-current switching.
Bidirectional DC contactors support both motor drive acceleration and regenerative braking energy recovery, maximizing overall locomotive energy utilization.
IoT-embedded smart monitoring tracks contact wear and switching frequency, enabling predictive maintenance that prevents costly operational failures before they occur.
Integration with battery energy storage systems allows DC contactors to manage high inrush currents and parallel battery module configurations on non-electrified routes.
Understanding DC Contactors in Modern Locomotive Systems
When you manage a modern locomotive’s power systems, DC contactors serve as the critical switching backbone for all energy distribution. You’ll find that contactor technology has evolved dramatically, moving from basic mechanical switches to sophisticated bidirectional switching systems. Understanding this evolution helps you appreciate why energy efficiency in locomotive operations directly impacts both operational costs and emissions performance.
The Evolution of Contactor Technology in Rail Transportation
DC contactors have powered locomotive electrical systems for decades, but they’ve transformed dramatically in recent years.
Traditional series-parallel control systems couldn’t meet modern demands. You’ll notice three critical evolutionary milestones that define today’s high-power DC contactors for electric trains:
Mechanical-to-electronic shift — Simple switching gave way to precision electronic control systems.
Current capacity expansion — Modern contactors now handle continuous currents exceeding 500 amperes compactly.
Bidirectional capability integration — Advanced designs now support regenerative energy recovery efficiently.
These advances directly address energy-saving contactor efficiency requirements for battery trains. Hybrid and electric locomotives demand sophisticated power management that earlier designs couldn’t deliver.
You’re now seeing contactors function as intelligent power distribution devices. They’ve moved far beyond basic mechanical switches into broad energy management solutions.
Critical Role of DC Contactors in Power Distribution
Every locomotive’s power system depends on DC contactors as its central nervous system. They’re not simple on-off switches. Instead, they manage complex power distribution across demanding rail environments.
You’ll find DC contactors for locomotive energy efficiency at every critical power junction. They bridge batteries, generators, and traction systems with precision. They control high currents during acceleration, deceleration, and regenerative braking cycles.
In hybrid locomotives, power flows between multiple energy sources simultaneously. Bidirectional DC switching technology for rail enables smooth management of these complex flows. Your contactor selection directly affects reliability, performance, and operational costs.
Improper contactor selection creates voltage instability and energy waste. It accelerates component degradation across connected systems. Choosing advanced contactors ensures precise current control and optimized energy distribution throughout your locomotive’s entire power architecture.
Why Energy Efficiency Matters in Locomotive Operations
Fuel costs consume a substantially portion of every locomotive operator’s budget. Efficiency improvements directly impact your profitability and sustainability goals. The DOE actively evaluates low-carbon locomotive technologies for widespread adoption.
Modern arc extinguishing chamber innovation in locomotives reduces energy losses significantly. Advanced contactors improve conduction efficiency and thermal management simultaneously.
Here’s how energy efficiency improvements translate to measurable operational benefits:
Reduced energy losses — Modern contactor systems deliver up to 25 percent efficiency improvements.
Lower total cost of ownership — Improved reliability extends component lifespan considerably.
Decarbonization compliance — Efficiency gains directly support rail industry emissions reduction targets.
You’re inherently converting wasted thermal energy into operational savings. Every efficiency percentage point compounds across your entire locomotive fleet.
Arc Extinguishing Technology: The Heart of Modern DC Contactors
When you interrupt high-current DC circuits in locomotives, you create electrical arcs that can damage contacts and reduce system efficiency. You’ll find that advanced arc extinguishing chambers now use magnetic blowout coils, ceramic plates, and optimized gas flow to suppress these arcs rapidly. Modern contact surface materials, including silver-tungsten and copper-chromium alloys, further extend operational lifespan under extreme switching conditions.
Understanding Arc Formation and Extinguishing Challenges
DC arcs don’t extinguish naturally the way AC arcs do. In AC systems, current crosses zero periodically, allowing natural arc extinction. DC current flows continuously, making arc management a critical design challenge for locomotive contactors.
When contacts separate under high current, three damaging effects occur:
Melting — intense arc heat liquefies contact surface material
Erosion — repeated arcing gradually removes conductive material
Oxidation — arc energy chemically degrades contact surfaces
These effects compound over time, eventually causing contact welding or complete failure. You’re dealing with sustained energy that actively resists interruption. The arcing chamber addresses this by physically relocating the arc away from contact surfaces. It then extinguishes the arc through elongation and thermal cooling, protecting your locomotive’s power system integrity.
Advanced Arc Extinguishing Chamber Designs
Modern arc extinguishing chambers tackle one of locomotive power engineering’s most demanding problems. You’ll find these chambers employ multiple contact points that divide high-energy arcs into smaller, manageable segments. Arc runners then guide each divided arc deeper into the chamber’s cooling structure.
Schaltbau’s latest contactor designs integrate precision-engineered cooling fins and metal plates. These components dissipate arc energy rapidly, preventing thermal damage to contact surfaces. This mechanism directly reduces contact erosion during high-current switching events.
You’ll see immediate benefits in extended component lifespan and reduced maintenance intervals. Improved arc management also means less energy lost during each switching cycle. Schaltbau’s modular configurations apply these chamber innovations specifically to rail propulsion and battery-train applications. The result is measurably better system reliability across your locomotive’s entire operational lifecycle.
Material Innovations in Contact Surfaces
Beyond chamber geometry and arc cooling structures, contact surface materials determine how well your contactor survives repeated arcing events.
Modern locomotive contactors use silver-copper alloy contacts. These materials outperform traditional alternatives considerably. Your system benefits from three critical material advantages:
Arc resistance — Silver-copper alloys withstand thousands of high-ampere switching cycles without structural degradation.
Erosion management — Material selection directly controls arcing energy patterns, minimizing contact wear rates.
Locomotive-grade contactors must handle potentially thousands of amperes reliably. Your contact surfaces must preserve both electrical and mechanical integrity simultaneously. Choosing superior materials reduces maintenance intervals. It also extends overall contactor service life considerably.
Bidirectional Switching and Battery Integration for Hybrid Systems
When you integrate bidirectional DC contactors into hybrid locomotives, you enable seamless current flow in both directions. This capability lets you manage battery charging and discharging cycles without switching between separate components. You can also connect battery energy storage systems (BESS) directly into the locomotive’s power architecture efficiently.
Bidirectional DC Contactor Fundamentals
Bidirectional DC contactors fundamentally redefine how hybrid and battery-electric locomotives manage power flow. Unlike traditional unidirectional contactors, these devices enable current in both directions. You get critical energy management flexibility that conventional designs simply can’t deliver.
Three core capabilities distinguish bidirectional contactors:
Motor drive power delivery — current flows from the power source to traction motors during acceleration
Regenerative braking recovery — energy flows back toward battery storage during deceleration
Battery charge/discharge management — precise switching controls energy exchange between storage systems and traction networks
The Schaltbau C303 series achieves 500-ampere continuous ratings through specialized contact geometries. These mechanical innovations withstand high-current reversal without arc damage. You’re essentially gaining sophisticated energy strategies that unidirectional contactors make impossible.
Battery Charging and Discharging Cycle Management
Managing battery charge and discharge cycles precisely determines locomotive battery longevity. Slim-line DC contactors control these cycles within battery-electric and hybrid locomotives. They integrate directly with battery management systems (BMS) to regulate charging rates and discharge profiles.
Rapid charge-discharge cycling degrades battery state of health (SoH) notably. Your contactor system must therefore prevent aggressive cycling that accelerates capacity loss. Software-controlled switching strategies balance economic optimization against long-term battery preservation.
You’ll find that precise cycle management extends battery service intervals considerably. Contactors enable the BMS to apply controlled charging curves. They also manage discharge depth limits during high-demand traction phases.
This integration directly reduces replacement costs. It lowers total cost of ownership across battery-electric locomotive operations substantially.
Integration with Energy Storage Systems (BESS)
Battery Energy Storage Systems transform how hybrid and battery-electric locomotives manage power distribution. You’ll find contactors serving as critical power management components throughout these systems. They handle high inrush currents during battery connection reliably.
Advanced BESS-grade contactors enable practical deployment on non-electrified routes through three core capabilities:
Parallel contactor configurations distribute power across multiple battery modules efficiently.
Overcurrent protection interfaces coordinate with locomotive control systems for cohesive energy management.
Bidirectional switching manages both charging infrastructure connections and discharge cycles seamlessly.
Your BESS integration depends on contactors that interface precisely with protection systems. Modern designs handle complex switching requirements without compromising reliability. These components create unified energy management platforms connecting batteries, chargers, and locomotive controls. This cohesion directly enables expanded battery-electric locomotive deployment across non-electrified regional routes.
Energy Efficiency Improvements and Performance Metrics
When you upgrade to advanced DC contactors, you gain measurable energy efficiency improvements of up to 25 percent. You’ll notice superior thermal management reduces heat dissipation losses across locomotive power circuits considerably. Comparing these systems against traditional switching technology reveals dramatic performance metric advantages for modern rail operations.
Quantifying Energy Efficiency Gains
Advanced DC contactors consistently deliver measurable energy efficiency gains in modern locomotive systems. You’ll see improvements reaching 25 percent compared to previous-generation designs. Three primary mechanisms drive these gains:
Reduced conduction losses through lower-resistance contact paths minimize wasted energy during current flow.
Improved arc suppression eliminates unnecessary energy dissipation during switching operations.
Optimized thermal management reduces power losses across the contactor’s operational range.
The Schaltbau C303 series demonstrates these principles in practice. It achieves 25 percent energy cost savings through enhanced efficiency and extended component longevity. In battery-electric locomotive applications, these savings directly reduce charging cycle energy consumption. For diesel-hybrid systems, reduced contactor losses translate into lower fuel consumption. Both scenarios deliver significant reductions in total operational expenditure across the locomotive’s service life.
Thermal Management and Heat Dissipation
Energy efficiency gains mean little if heat builds up unchecked inside your contactor. High-current switching inevitably generates heat. Every loss mechanism inside your contactor contributes cumulatively to internal heating. Terminal temperature serves as your most reliable thermal performance indicator.
Excessive heat signals wasted energy directly impacting locomotive efficiency. Advanced contact materials reduce resistive losses markedly. Enhanced heat dissipation paths channel thermal energy away from critical components. Some modern designs integrate active cooling features for extreme operating conditions.
Maintaining terminal temperatures within specified limits protects component longevity. Your maintenance schedules depend heavily on thermal performance data. Predictive maintenance systems continuously monitor terminal temperatures in real time. They optimize contactor replacement intervals before thermal failures occur. This approach prevents unplanned downtime and extends your locomotive’s operational reliability considerably.
Comparative Analysis: DC Contactors vs. Traditional Switching Systems
How much performance separates modern DC contactors from traditional switching systems? The gap is substantial. You’re comparing fundamentally different engineering philosophies for locomotive power management.
Modern electromagnetic contactors outperform resistance-controlled mechanical systems across three critical metrics:
Continuous current capacity reaches 500+ amperes, versus legacy systems handling under 300 amperes
Inrush current tolerance extends to 5,000 amperes, enabling aggressive locomotive acceleration cycles
These improvements deliver 25% operational efficiency gains. You’ll also notice reduced maintenance intervals and lower total cost of ownership. Bidirectional switching capability eliminates unidirectional contact limitations entirely. Traditional systems simply can’t support regenerative braking energy recovery at modern locomotive performance standards.
Smart Monitoring, Predictive Maintenance, and Digitalization
Modern DC contactors now embed IoT sensors that stream real-time operational data to centralized monitoring platforms. You can track contact wear, coil temperature, and switching frequency across your entire locomotive fleet simultaneously. This continuous data flow enables early fault detection before failures disrupt rail operations.
IoT-Enabled Diagnostic Capabilities in Modern Contactors
Smart monitoring has transformed how engineers manage DC contactors in locomotive power systems. You can now access real-time contactor health data through integrated IoT sensors. These systems deliver actionable insights that prevent costly failures before they occur.
Modern IoT-enabled contactors provide three critical diagnostic functions:
Continuous arc energy measurement — tracking cumulative contact wear across every switching cycle
Thermal performance monitoring — detecting abnormal heat patterns that signal insulation degradation
Contact resistance trending — identifying early-stage erosion before it compromises switching reliability
You’ll receive diagnostic alerts directly through locomotive management systems. This integration eliminates manual inspection guesswork entirely. Next-generation contactors transmit performance data to centralized maintenance platforms. Your maintenance teams can then schedule interventions precisely, reducing unplanned downtime meaningfully. Real-time visibility ultimately extends contactor service life across demanding rail operations.
Frequently Asked Questions
What Global Certifications Are Required for Locomotive DC Contactors?
Just as railway tracks must align perfectly for safe travel, your DC contactors must align with global certifications for compliant operation.
You’ll need IEC 63438 certification as your primary standard. Additionally, you must secure EN 50155 for railway electronics compliance. UL certification covers North American deployments. Your components also require CE marking for European markets. DNV certification validates performance under extreme operational conditions.
How Do Extreme Weather Conditions Affect Contactor Performance in Locomotives?
Extreme weather conditions directly impact your DC contactor’s performance in locomotives. In freezing temperatures, contact mechanisms stiffen, increasing switching delays. High humidity accelerates oxidation on contact surfaces. Desert heat reduces arc-extinguishing efficiency considerably. You’ll notice insulation degradation in tropical climates. Modern contactors use sealed housings and thermal-resistant materials. They maintain stable operation between -40°C and +70°C, ensuring reliable locomotive power management across all environments.
What Is the Typical Lifespan of DC Contactors in Heavy-Haul Locomotives?
In heavy-haul locomotives, you’ll typically see DC contactors lasting 8 to 15 years under standard operating conditions. Your contactor’s lifespan depends heavily on switching frequency and load intensity. High-cycle applications can reduce this to 5 to 8 years. Modern arc extinguishing chambers *greatly* extend contact surface life. You’ll maximize longevity through predictive maintenance monitoring, proper current rating selection, and consistent thermal management protocols throughout operation.
How Do DC Contactors Differ Between Freight and Passenger Locomotive Applications?
Freight and passenger locomotive DC contactors differ markedly in their design priorities.
You’ll find freight contactors handle higher continuous current ratings, often exceeding 500A. They prioritize durability under sustained heavy loads.
Passenger locomotive contactors emphasize rapid switching cycles and regenerative braking compatibility. They support frequent acceleration and deceleration patterns.
Freight applications demand robust arc extinguishing chambers. Passenger systems require superior thermal management for consistent performance during high-frequency switching operations.
Can Existing Older Locomotives Be Retrofitted With Advanced DC Contactor Systems?
“You can’t teach an old dog new tricks” — but you *can* retrofit older locomotives. Yes, you can upgrade aging locomotive power systems with advanced DC contactor systems. Modern modular designs accommodate space-constrained installations effectively. You’ll need to assess existing wiring, current ratings, and arc extinguishing compatibility first. Bidirectional switching technology integrates smoothly into retrofitted configurations. Energy efficiency improvements of up to 25% become achievable, reducing your operational costs notably.
Intelligent Control Modules (ICMs) are transforming locomotive contactors from passive electromechanical switches into adaptive, precision-controlled components. By integrating DAC-driven actuation, closed-loop feedback, and embedded sensors, you get surgically precise coil energization that reduces arcing, mechanical wear, and thermal stress. The result is measurably extended contact lifespan, stronger fleet availability, and improved safety margins across demanding traction environments. Explore how each layer of this intelligent architecture works together to push locomotive contactor performance into its next era.
How do intelligent control modules, incorporating DAC functions and closed-loop control, enhance the performance and safety of contactors in modern locomotives?
Intelligent control modules (ICMs), integrating Digital-to-Analog Converter (DAC) functions and advanced closed-loop control, represent a significant advancement in enhancing the performance and safety of contactors within modern locomotives. These modules move beyond traditional binary on/off mechanisms, enabling precise and dynamic management of contactor operations. The DAC function facilitates the conversion of digital command signals from the locomotive’s central control unit into finely graded analog electrical signals, which then actuate the contactor coils.
This precise analog control allows for controlled ramp-up and ramp-down of the magnetic force, mitigating mechanical stress and significantly reducing arcing during the engagement and disengagement phases of the contactor. Such sophisticated control over the electromagnetic mechanism is crucial for optimizing contactor reliability and extending its operational lifespan, directly addressing common issues like contact bounce and erosion.
Furthermore, the implementation of closed-loop control strategies within these intelligent modules provides continuous, real-time monitoring and adaptive correction of contactor parameters. Sensors embedded within the system continuously measure critical factors such as coil current, contact voltage drop, temperature, and the physical position of the contactor. These real-time measurements are then compared against dynamic reference models, and any deviations trigger immediate adaptive adjustments to the control signals.
This continuous feedback mechanism ensures consistent contact pressure, minimizes the risk of contact welding, and prevents premature failure, especially under the demanding conditions of high-current traction or regenerative braking duty cycles. The robustness imparted by closed-loop control is vital for maintaining operational stability and safety in railway applications, where reliability of electromechanical devices like contactors is paramount for the overall integrity of the traction system.
The synergy between DAC functionality and closed-loop control in ICMs fundamentally transforms contactor reliability and system safety in modern locomotives. By enabling fine-tuned actuation and continuous self-correction, these intelligent modules significantly extend the service life of contactors, reduce unexpected downtime, and bolster fault resilience. This is particularly critical in contexts such as regenerative braking transients or fluctuations in grid voltage, where uncontrolled contactor operation could lead to system instability or damage. The enhanced precision and adaptability provided by ICMs contribute directly to the operational efficiency, energy management, and overall safety profile of railway systems, aligning with stringent industry standards for critical infrastructure
Key Takeaways
Intelligent Control Modules transform contactors from passive electromechanical switches into adaptive, real-time decision-making nodes within railway safety systems.
Closed-loop feedback continuously compares intended versus actual contactor behavior, enabling adaptive correction that compensates for temperature drift, wear, and voltage fluctuations.
DAC-driven actuation delivers precisely graduated coil energization profiles, reducing mechanical shock, thermal stress, and contact arcing during engagement and disengagement.
Embedded sensors monitoring coil current, contact position, flux linkage, and temperature enable protective responses before faults cascade into traction losses or safety incidents.
ICM-based control measurably extends contact lifespan, reduces unplanned outages, and lowers lifecycle costs through improved switching precision across demanding locomotive environments.
Introduction: The Unseen Heroes of Rail – Why Contactors Matter
When you examine the electrical architecture of a modern locomotive, you’ll find contactors quietly performing one of the most critical functions in traction power management — switching high-current circuits with precision and speed. Traditional contactor technology, however, operates on fixed electromechanical principles that leave performance vulnerable to voltage fluctuations, mechanical wear, and unpredictable fault conditions. Intelligent Locomotive Contactor Control now represents a paradigm shift, leveraging digital-to-analog conversion and closed-loop feedback to transform these workhorses into smart, self-regulating components that actively enhance railway safety systems and operational reliability.
Background:
Though they rarely make the headlines, contactors are the unsung workhorses of locomotive power systems—silently managing the high-current switching demands that keep traction motors spinning and auxiliary systems running. In locomotive traction, contactor reliability in traction directly determines operational uptime. Yet traditional designs carry persistent vulnerabilities that intelligent locomotive contactor control now addresses.
Contactor Function
Associated Challenge
Propulsion circuit switching
Severe contact arcing
Auxiliary system control
Accelerated contact erosion
Motor reversal sequencing
Limited switching precision
Dynamic braking engagement
Mechanical wear accumulation
Field weakening transitions
Unpredictable failure timing
These failure modes aren’t minor inconveniences—they translate directly into unplanned maintenance events, reduced fleet availability, and compromised safety margins across demanding rail operating environments.
The Paradigm Shift:
The limitations catalogued above aren’t simply engineering inconveniences to tolerate—they’re the catalyst for a fundamental rethinking of how locomotives manage contactor operation. Intelligent Control Modules (ICMs) represent precisely that rethinking—transforming passive electromechanical switching components into active, adaptive systems capable of real-time decision-making.
Where traditional contactors respond blindly to fixed voltage signals, ICMs introduce digital-to-analog control in rail applications, enabling precise, condition-responsive coil current management. This shift elevates contactors from dumb switching devices into intelligent nodes within broader railway safety systems.
You’re no longer dealing with components that simply open and close—you’re working with systems that monitor, adjust, and protect themselves continuously. That distinction defines the paradigm shift: moving from reactive maintenance and unpredictable failures toward proactive control and quantifiable operational reliability across demanding locomotive environments.
The Promise of Intelligence:
Intelligent locomotive contactor control delivers measurable improvements across three critical operational dimensions: lifespan, availability, and safety. By integrating Digital-to-Analog Control (DAC) functions with closed-loop feedback mechanisms, Intelligent Control Modules (ICMs) fundamentally transform how contactors operate within locomotive traction systems. You’ll find that these modules actively monitor, regulate, and adapt contactor behavior in real time, eliminating the reactive maintenance cycles that plague traditional installations.
For rail engineers, this means fewer unplanned outages and demonstrably extended component service intervals. For procurement specialists, it translates directly into reduced lifecycle costs and stronger return on asset investment. Railway safety systems benefit as well, since precise contactor operation minimizes arcing, thermal stress, and premature failure. Contactor reliability in traction applications improves substantially, positioning intelligent control as a non-negotiable advancement for modern railway rolling stock operations.
Unpacking the Brains: Digital-to-Analog Conversion (DAC) in Contactor Control
When you examine how modern Intelligent Locomotive Contactor Control systems operate, you’ll find that the shift from simple binary switching to nuanced analog actuation is central to their performance advantage. A Digital-to-Analog Converter (DAC) within the Intelligent Control Module (ICM) translates precise digital command signals into finely graduated voltage or current outputs, giving you exact control over coil energization profiles rather than crude on/off transferring transitions. This precision directly mitigates the mechanical stress and electromagnetic arcing that have long degraded traditional contactor components in the demanding railway environment.
Beyond Binary: The Need for Nuance:
Crude on/off switching might suffice for simple electrical loads, but locomotive contactors operate within a brutally dynamic traction environment where binary control consistently falls short. When you apply full voltage instantaneously, you’re generating severe mechanical shock within the contactor assembly, causing contact bounce and accelerated wear on critical mating surfaces. Simultaneously, abrupt current interruption produces intense arcing, eroding contact material and degrading insulation.
These aren’t minor inconveniences; they’re compounding failure mechanisms shortening contactor service life substantially. Traction loads vary continuously across acceleration, dynamic braking, and load-shedding cycles, demanding proportional, precisely timed coil energization rather than crude switching. Your contactor needs graduated control that matches real operating conditions. This fundamental requirement for granularity is precisely what drives the adoption of Digital-to-Analog Conversion within intelligent locomotive contactor control architectures.
DAC: Precision in Actuation:
At the core of intelligent locomotive contactor control sits a Digital-to-Analog Converter, a component that fundamentally transforms how your locomotive’s control system communicates with its contactors. Instead of delivering crude binary switching signals, the DAC translates discrete digital commands into a continuous, precisely calibrated analog current output targeting the contactor coil.
This translation enables three critical operational improvements:
Controlled engagement — coil current ramps up gradually, eliminating mechanical shock during closure.
Optimized hold current — voltage reduces to the minimum sustaining level, cutting thermal stress.
Smooth disengagement — current decreases in a managed profile, preventing contact bounce.
Your contactor consequently operates within tightly defined electrical parameters, dramatically improving both its precision and its working lifespan.
Mitigating Mechanical Stress and Arcing:
Mechanical stress and arcing are inevitable consequences of imprecise electromagnetic force management — and they’re precisely what DAC-driven contactor control is engineered to eliminate. By delivering precise, graduated electromagnetic force profiles throughout the actuation sequence, the DAC function directly addresses three critical degradation mechanisms in locomotive contactors.
First, controlled force application during contact closure meaningfully reduces contact bounce — that rapid, destructive rebounding that generates micro-arcs and accelerates surface erosion. Second, by managing the exact moment and intensity of contact separation, DAC minimizes arcing severity, curtailing the plasma discharge that ablates contact material. Third, reduced mechanical impact during closure decreases structural fatigue across contact assemblies.
You’re essentially replacing blunt, binary electromagnetic switching with surgically precise force management — translating directly into measurably extended contact lifespan and enhanced contactor reliability within demanding locomotive traction environments.
The Watchful Eye: Closed-Loop Control for Unwavering Reliability
When you rely on traditional open-loop contactor control, you accept a fundamental vulnerability: the system executes commands without verifying actual outcomes. Closed-loop control eliminates that blind spot by feeding real-time sensor data back into the control algorithm, allowing the intelligent control module to continuously compare intended versus actual contactor behavior. You’ll find this feedback architecture drives adaptive correction and self-optimization, ensuring contactor performance remains precise and consistent across the demanding thermal, vibrational, and electrical conditions of locomotive operation.
The Essence of Feedback: Why Closed-Loop?:
Beyond the precision of DAC-driven coil excitation lies an equally critical challenge: ensuring the contactor actually performs as commanded, even when real-world conditions deviate from theoretical models.
Open-loop control simply applies a predetermined output and assumes correct execution. It can’t compensate for:
Coil resistance drift caused by thermal cycling in locomotive engine compartments
Supply voltage fluctuations common in traction power networks
Mechanical wear altering armature travel and response dynamics
Closed-loop control eliminates this vulnerability by continuously measuring actual system output and comparing it against the desired setpoint. Any deviation generates a corrective error signal, which your ICM processes to adjust coil drive parameters instantly. This feedback mechanism transforms contactor operation from a passive command into an active, self-correcting process—delivering consistent performance regardless of environmental or electrical disturbances.
Sensors and Real-time Monitoring:
Closed-loop control is only as effective as the sensor network underpinning it—and in an intelligent locomotive contactor, that network is both extensive and precise. Embedded sensors continuously monitor coil current, contact position, armature flux linkage, and operating temperature, feeding real-time data directly into the control module. You’re effectively giving the ICM a live diagnostic view of every critical parameter during each switching event.
Coil current sensors detect deviations from ideal energization profiles. Position sensors confirm armature travel and contact closure with millisecond accuracy. Flux linkage measurements reveal magnetic circuit conditions, while thermal sensors flag overheating before damage occurs. Together, these inputs form a continuous feedback stream that the control module processes instantly, enabling precise corrective action. This multi-parameter monitoring eliminates guesswork, replacing reactive maintenance with informed, condition-based intervention across the locomotive’s operational lifecycle.
Adaptive Correction and Self-Optimization:
Raw sensor data is only as valuable as the intelligence processing it—and this is where the ICM’s adaptive correction engine transforms monitoring into decisive action. When deviations from optimal contactor performance are detected, the module executes targeted corrections through three advanced mechanisms:
Flux linkage observers continuously reconstruct electromagnetic state variables, enabling precise coil current adjustments before mechanical anomalies develop.
Neural network-based optimization algorithms analyze historical operating patterns, predicting degradation trajectories and preemptively recalibrating control parameters.
Real-time DAC output modificationfine-tunes voltage profiles instantaneously, compensating for temperature drift, contact wear, or supply voltage fluctuations.
You’re not simply reacting to failures—you’re systematically preventing them. This self-optimization capability ensures your locomotive’s contactors maintain peak performance throughout their operational lifecycle, directly extending service life and reinforcing railway safety systems.
Synergy in Motion: Performance and Safety Advantages in Locomotives
When you combine DAC-driven actuation with closed-loop feedback, the result isn’t merely additive—it’s multiplicative, yielding contactor performance that neither technology achieves independently. You gain fault-resilient operation because the system continuously validates coil current, contact closure, and arc suppression parameters against predefined thresholds, triggering protective responses before failures cascade into traction losses or safety incidents. Simultaneously, you capture measurable energy savings, since the ICM delivers precisely the milliamps required for each operational phase rather than sustaining full coil energization throughout the contact-closed state.
Enhanced Operational Safety and Fault Resilience:
Beyond raw performance gains, intelligent locomotive contactor control delivers a critical layer of operational safety by actively preventing two of the most dangerous failure modes in electric traction drive systems: contact welding and untimely disengagement. The ICM’s closed-loop feedback continuously monitors contact behavior, enabling real-time corrective action before failures cascade.
Three fault conditions the system actively mitigates:
Contact welding — Precision DAC-controlled coil current limits excessive arcing during closure, preventing fusion.
Regenerative braking transients — The system dynamically adjusts coil excitation during energy recovery cycles, preventing nuisance trips.
You get fault resilience that keeps traction power flowing reliably, even under the railway environment’s harshest electrical and mechanical stresses.
Energy Efficiency and Optimized Power Delivery:
The safety gains from intelligent locomotive contactor control don’t exist in isolation — they carry direct energy efficiency dividends that compound across every switching cycle. When your ICM’s DAC function delivers precisely calibrated coil current, it eliminates the excessive energy dissipation inherent in over-driven traditional contactors. Controlled engagement timing suppresses arc duration, directly reducing resistive losses at contact surfaces during traction circuit switching.
Closed-loop feedback ensures the contactor operates at its best hold current rather than continuously drawing peak energization levels. Across thousands of daily switching events in active locomotive service, these incremental savings accumulate into measurable reductions in auxiliary power consumption. You’re simultaneously extending contact life and trimming parasitic losses within the traction system — an outcome directly aligned with sustainable rail transport efficiency targets.
The Future of Rail: Intelligent Contactors and Beyond
As you look ahead, intelligent locomotive contactor control is converging with advanced traction systems, IoT-driven predictive maintenance platforms, and the emerging framework of autonomous rail operations. You’ll find that DAC-enabled ICMs are already interfacing with modern traction control architectures, enabling real-time data exchange that sharpens both performance and safety margins. These developments position intelligent contactors not as isolated components, but as active nodes within a fully integrated, data-driven locomotive ecosystem.
Integration with Advanced Traction Systems:
Intelligent locomotive contactors aren’t merely improving existing traction architectures—they’re becoming foundational components in next-generation electric traction systems. You’ll find them operating critically within:
High-speed and hydrogen-powered locomotives, where precise switching demands zero tolerance for contactor failure or performance drift.
Complex AC-DC-AC traction systems, where contactors manage transitional power states across multiple conversion stages with microsecond-level accuracy.
Modular Multilevel Converter (MMC) architectures, where intelligent contactors synchronize seamlessly with adjacent intelligent components, enabling coordinated, system-wide switching decisions.
These integrations aren’t coincidental—they reflect a deliberate industry shift toward fully interconnected traction ecosystems. Intelligent contactors exchange real-time operational data with traction control units, enabling predictive responses rather than reactive corrections. As railway electrification complexity grows, your contactor systems must evolve alongside it.
Predictive Maintenance and IoT Integration:
Beyond their immediate operational role, intelligent locomotive contactors are quietly becoming data-rich diagnostic assets within emerging IoT-enabled railway ecosystems. Each operating cycle generates actionable data — coil current waveforms, contact timing deviations, and thermal readings — that feeds directly into predictive maintenance frameworks.
Data Parameter
Diagnostic Insight
Maintenance Action
Contact closure timing drift
Mechanical wear progression
Schedule inspection interval
Coil current anomaly
Coil degradation or voltage instability
Flag for electrical assessment
Operating cycle count
Remaining Useful Life (RUL) estimation
Trigger proactive replacement
You can leverage these continuous data streams within IoT platforms to perform advanced fault diagnosis, accurately predict component RUL, and systematically shift from reactive to condition-based maintenance — substantially reducing unplanned locomotive downtime.
Towards Autonomous Rail Operations:
The railway industry stands at an inflection point where intelligent locomotive contactors aren’t merely precision switching devices — they’re foundational enablers of autonomous rail operations. As you integrate ICMs into your fleet, you’re positioning your locomotives for three critical autonomous capabilities:
Self-diagnosing electrical systems that detect anomalies and execute corrective switching without operator intervention
Network-coordinated contactor sequencing enabling precise multi-locomotive consist management across distributed control architectures
Adaptive load management responding dynamically to real-time traction demands without manual reconfiguration
These capabilities directly support the broader vision of intelligent, unmanned auxiliary transportation systems — delivering greater automation, precision, and safety across railway operations. Your investment in intelligent contactor technology today builds the electrical intelligence infrastructure that tomorrow’s autonomous rail networks fundamentally require.
Frequently Asked Questions
What Are the Main Differences Between Traditional Contactors and Intelligent Contactors in Locomotives?
Traditional contactors rely on fixed-coil energization, offering no feedback or adaptive response to varying load conditions. Intelligent contactors integrate DAC functions and closed-loop control, letting you precisely regulate coil current, minimize contact bounce, and dynamically adjust to traction demands. You’ll gain real-time fault detection, optimized pick-up/drop-off timing, and materially reduced arc erosion—capabilities traditional contactors simply can’t deliver within locomotive’s demanding operational environment.
How Do Intelligent Control Modules Contribute to Reducing Maintenance Costs for Railway Operators?
Like Sisyphus freed from his endless boulder, you’re released from repetitive maintenance cycles. Intelligent control modules cut your costs by delivering real-time contactor health diagnostics, predicting wear before failure occurs. They optimize coil current precisely, reducing mechanical stress and arc erosion. You’ll schedule maintenance proactively rather than reactively, minimizing unplanned locomotive downtime. Their closed-loop feedback actively compensates for operating variations, extending component lifespan and dramatically lowering your total maintenance expenditure.
Can Existing Locomotive Contactors Be Upgraded With Intelligent Control Modules, or Is New Equipment Required?
You can often retrofit existing locomotive contactors with intelligent control modules, but it depends on your current hardware’s compatibility. Many ICMs are designed with standardized interfaces, allowing integration into legacy traction systems without full replacement. However, you’ll need to assess coil voltage ratings, mechanical configurations, and communication protocols first. In some older locomotives, upgrading ancillary components alongside the ICM ensures optimal closed-loop control performance and full DAC functionality.
How Does Closed-Loop Control Specifically Improve Contactor Reliability in Harsh Railway Environments?
Closed-loop control acts like a seasoned locomotive engineer constantly adjusting throttle against shifting gradients — it monitors, compares, and corrects in real time.
It improves contactor reliability by continuously measuring coil current and voltage feedback, then instantly compensating for temperature fluctuations, voltage spikes, and vibration-induced variations. You’re ensuring consistent actuation force regardless of environmental stress, preventing contact bounce, weld failure, and premature wear — conditions that routinely plague contactors in demanding railway traction environments.
What Measurable Energy Efficiency Gains Can Locomotives Achieve Through Intelligent Contactor Control Systems?
With intelligent contactor control, you’ll typically achieve 15–25% reductions in coil holding power consumption through optimized DAC-driven current profiles. Eliminating resistive voltage-dropping components cuts parasitic losses further. Precise actuation timing reduces inrush current spikes, lowering thermal stress on traction circuits. Across a locomotive fleet, these gains compound markedly, reducing auxiliary power draw and improving overall energy-to-traction conversion efficiency during both switching events and sustained operational cycles.
When you’re designing AC contactors for electric locomotives, you can’t compromise—failure means lost traction, compromised braking, and cascading faults across critical systems. You need purpose-engineered designs that meet EN 50155, IEC 60077-2, and IEC 61373, built to handle -40°C to +70°C thermal cycling, vibration spanning 10–2000 Hz, and corrosive contaminants. Contact materials, arc quenching geometry, and sealing architecture must be validated from the earliest engineering phase. Keep going to understand exactly how it’s done.
What are the critical design parameters for AC contactors in electric locomotives to ensure reliability under vibration and extreme environmental conditions?
AC contactors in electric locomotives face an exceptionally demanding operational environment, characterized by relentless mechanical vibrations, ranging from 10 to 2000 Hz, and severe thermal cycling between -40°C and +70°C, alongside high humidity, dust, and salt fog exposure. These conditions accelerate degradation mechanisms such as contact wear, electrical erosion, and mechanical fatigue, directly impacting the overall reliability and safety of the power control systems. The design of these critical components must therefore integrate specialized features to ensure resilience and longevity.
Key design parameters focus on enhancing the electromechanical robustness and contact integrity. This includes implementing high-inertia armature damping and reinforced pole-face geometries to absorb mechanical shocks and prevent vibration-induced contact bounce, which can lead to rapid wear and welding of contacts. Additionally, anti-chatter latching mechanisms are crucial for maintaining stable contact closure, especially during dynamic loading conditions inherent to locomotive operation. Material selection for contacts, such as silver-tin oxide or silver-nickel alloys, is vital for resisting arc erosion and maintaining low contact resistance over millions of operations.
Environmental hardening is another indispensable aspect of AC contactor design for rail applications. This involves employing IP67-rated housings to prevent ingress of dust and moisture, silicone-gasketed enclosures for enhanced sealing, and conformal-coated printed circuit boards for auxiliary control coils to protect against corrosion and electrical short circuits. Corrosion-resistant stainless-steel fasteners and mounting brackets further contribute to the long-term structural integrity in harsh railway environments. Adherence to standards like IEC 60077-2 for railway rolling stock and rigorous MIL-STD-810H compliant vibration testing confirms the ability of these components to withstand the extreme operational stresses.
Key Takeaways
Railway-certified AC contactors must comply with EN 50155 and IEC 60077-2, governing dielectric strength, mechanical endurance, and traction-specific load conditions.
Locomotive contactors face continuous vibration across 10–2000 Hz, requiring IEC 61373-compliant designs validated against coupling shock impulse forces.
Contact bounce and chatter re-ignite arcs after each rebound, accelerating erosion and significantly shortening contactor service life.
Optimized armature mass, calibrated contact pressure springs, and reinforced pole-face geometry collectively suppress bounce and chatter under railway vibration loads.
Contactor failure risks welded contacts, coil failure, traction power loss, and uncontrolled regenerative braking failure, potentially stranding a consist entirely.
The Indispensable Role of AC Contactors in Electric Locomotives
When you examine the power architecture of an electric locomotive, you’ll find AC contactors at the heart of every critical switching operation — from controlling traction motor circuits to managing auxiliary power distribution. These components directly determine operational safety and system efficiency, as a single contactor failure can interrupt traction power, trigger emergency shutdowns, or compromise braking systems at speed. Unlike standard industrial contactors designed for stable, controlled environments, locomotive contactors must perform these same functions while enduring mechanical shock, continuous vibration, extreme temperatures, and aggressive contaminants that industrial equipment will never encounter.
Core Functionality in Traction Systems:
As the primary switching elements in an electric locomotive’s power circuit, AC contactors govern the flow of high-voltage, high-current energy to traction motors and auxiliary systems with precision and reliability that no other component can replicate. Electric locomotive contactors manage circuits operating at voltages exceeding 25kV in some configurations, executing thousands of switching cycles under full load conditions across a locomotive’s service life.
You’ll find these devices controlling traction motor engagement, regenerative braking handovers, and auxiliary power distribution simultaneously. Unlike industrial counterparts, railway vibration resistance isn’t a secondary consideration—it’s a foundational design requirement. Each switching operation must occur with consistent contact force and arc suppression performance, regardless of track-induced mechanical stress, ensuring operational safety and preventing cascading failures within the locomotive’s integrated power management architecture.
Impact on Operational Safety and Efficiency:
The precision switching that AC contactors deliver in traction circuits directly determines whether an electric locomotive stays operational or fails mid-route. When a contactor fails, you’re not just losing one switching component—you’re risking full traction power loss, uncontrolled regenerative braking failure, and cascading faults across auxiliary systems. These aren’t theoretical risks; they’re operational realities that railway engineers actively design against.
AC contactor reliability directly governs locomotive uptime, passenger safety, and schedule adherence. A single welded contact or coil failure can strand a consist, disrupt network-wide scheduling, and trigger emergency protocols. Achieving extreme environmental performance means engineering contactors that eliminate these failure modes under simultaneous electrical, thermal, and mechanical stress. Every design decision—from arc chamber geometry to contact gap tolerances—must prioritize uninterrupted switching performance throughout the locomotive’s operational service life.
Comparison with Industrial Applications:
Although AC contactors serve as fundamental switching components across countless industrial environments, their deployment within electric locomotive power systems imposes operational demands that standard industrial designs simply cannot satisfy. Industrial contactors typically operate within controlled facilities where vibration, thermal cycling, and contamination exposure remain moderate and predictable.
Locomotive environments, by contrast, subject contactors to continuous mechanical shock, multi-axis vibration profiles, extreme temperature differentials, and aggressive chemical contamination simultaneously. You’ll find that industrial-grade contactors carry ratings validated through benign laboratory conditions, whereas railway-certified contactors must demonstrate compliance with EN 50155 and IEC 61373 standards, confirming verified performance across genuinely hostile conditions. This fundamental distinction in operational severity means that AC contactor reliability in locomotive applications demands purpose-engineered solutions rather than adapted industrial equivalents.
When you design or specify AC contactors for electric locomotive applications, you must confront environmental stresses that far exceed those encountered in stationary industrial installations. Your contactor must simultaneously withstand continuous mechanical vibration and shock loads from track irregularities, extreme thermal cycling driven by traction power demands and ambient fluctuations, and persistent exposure to humidity, airborne particulates, and corrosive atmospheric contaminants. Understanding each of these stress categories in detail is essential to achieving the AC contactor reliability that locomotive service demands.
Mechanical Vibration and Shock Resilience:
Electric locomotives operate within one of the most mechanically aggressive vibration environments imaginable, exposing every onboard component—including AC contactors—to continuous broad-spectrum vibrations spanning 10 to 2000 Hz. Track irregularities, wheel-rail interactions, and coupling forces compound these stresses, triggering contact bounce and accelerating mechanical fatigue.
Robust AC contactor reliability demands engineering solutions targeting three critical failure mechanisms:
Contact bounce suppression — reinforced spring assemblies and optimized contact pressure prevent unintended circuit interruptions during high-frequency excitation.
Structural fatigue resistance — rigid mounting configurations and vibration-damping hardware counteract resonance-induced stress fractures in housings and terminals.
Shock load absorption — EN 61373-compliant designs validate contactor integrity against sudden impulse forces exceeding operational thresholds during coupling events.
Ignoring these factors directly compromises your locomotive’s operational continuity.
Extreme Thermal Cycling and Management:
Mechanical punishment from vibration and shock is only part of the story—your AC contactors must simultaneously endure thermal extremes that would render lesser components unreliable within months. Electric locomotive operating environments expose contactors to ambient temperatures swinging from -40°C to +70°C, sometimes within remarkably short timeframes as locomotives enter different climate zones or get into tunnels.
These rapid fluctuations don’t merely stress components—they actively degrade them. Insulation materials lose dielectric strength under repeated thermal cycling. Metallic components expand and contract at differing rates, inducing mechanical fatigue at joints and contact interfaces. Coil resistance shifts with temperature, directly affecting pickup and dropout voltages.
Effective thermal management demands careful material pairing with matched expansion coefficients, high-temperature-rated insulation systems, and coil designs that maintain reliable actuation across the entire specified temperature envelope.
Humidity, Dust, and Corrosive Atmospheres:
Beyond thermal and mechanical stresses, your AC contactor reliability faces an equally punishing threat from the locomotive’s atmospheric environment. Operating across coastal routes, tunnels, and industrial corridors exposes contactors to conditions that systematically degrade electrical performance.
Three primary atmospheric threats demand deliberate engineering countermeasures:
High Humidity (>95% RH): Persistent moisture penetrates enclosures, promotes electrochemical corrosion across contact surfaces, and creates conductive films that trigger unintended current paths and short circuits.
Particulate Contamination: Airborne carbon dust, metal particles, and ballast debris accumulate on contact assemblies, accelerating wear and compromising insulation resistance.
Salt Fog and Chemical Exposure: Coastal and industrial environments introduce corrosive chlorides and industrial pollutants that rapidly oxidize contact materials, increasing contact resistance and causing premature failure.
Engineering for Durability: Electromechanical Design
When you engineer AC contactors for electric locomotive service, you must prioritize electromechanical design features that directly counter the destructive forces railway environments impose. Two critical focus areas are mitigating contact bounce and chatter, and optimizing contact pressure with sufficient over-travel to maintain circuit integrity under sustained vibration and shock loading. Getting these parameters right separates a contactor that achieves its rated operational life from one that fails prematurely under the mechanical punishment of rail service.
Mitigating Contact Bounce and Chatter:
Contact bounce and chatter rank among the most insidious threats to AC contactor reliability in electric locomotive applications, because each uncontrolled rebound of the contact bridge re-ignites the arc, accelerating erosion and shortening service life. Engineers counter this through three targeted design strategies:
Optimized armature mass — Reducing moving mass lowers kinetic energy at impact, minimizing post-closure rebound amplitude.
Calibrated spring characteristics — Precisely tuned contact pressure springs maintain consistent closing force, suppressing secondary bounces under railway vibration loads.
Reinforced pole-face geometry with anti-chatter latching mechanisms — These magnetic system designs ensure rapid, decisive flux buildup, driving the armature to its seated position without oscillation.
You’ll find that combining all three strategies delivers measurably superior Railway Vibration Resistance and extends your locomotive contactor’s operational lifespan.
Optimized Contact Pressure and Over-travel:
Eliminating contact bounce and chatter gets you halfway to a reliable contactor — but the mechanical precision you’ve built into your armature and spring system only delivers its full value when the contacts themselves close with sufficient force and travel. Two parameters govern this directly: contact pressure and over-travel.
Parameter
Minimum Specification
Contact Pressure
≥3.5 N
Over-travel
≥0.8 mm
Overheating Risk (below spec)
Meaningfully elevated
Electrical Life Impact
Reduced under low pressure
Railway Vibration Tolerance
Maintained at spec values
Maintaining ≥3.5 N contact pressure ensures stable electrical connection under locomotive vibration loads. Over-travel of ≥0.8 mm compensates for contact wear, preserving consistent closure force throughout the contactor’s operational life.
Advanced Contact System Engineering
When you engineer AC contactors for electric locomotive service, you must treat the contact system as the most failure-critical assembly in the entire switching mechanism. You’ll need to specify contact materials engineered for arc resistance, design arc quenching geometries that interrupt high-inductive railway loads within milliseconds, and implement degradation monitoring strategies that predict contact wear before it reaches a failure threshold. Each of these engineering disciplines directly determines AC contactor reliability across the hundreds of thousands of switching cycles a locomotive accumulates in service.
Specialized Contact Materials for Arc Resistance:
At the heart of any high-performing AC contactor lies the contact material itself—and in electric locomotive applications, that material selection is non-negotiable. When you’re switching high currents under relentless mechanical stress, the wrong material accelerates failure rapidly.
Engineers prioritize two proven alloys:
Silver-Tin Oxide (AgSnO₂) — delivers exceptional arc erosion resistance and prevents contact welding under repeated high-current interruptions, maintaining stable contact resistance across thousands of switching cycles.
Silver-Nickel (AgNi) — offers superior mechanical hardness and thermal stability, critical when locomotive contactors endure continuous vibration alongside high-temperature operation.
Low Contact Resistance Properties — both materials minimize resistive heating at the contact interface, directly protecting upstream locomotive power circuits from thermal degradation.
Choosing correctly between these materials defines your contactor’s operational lifespan under railway conditions.
Efficient Arc Quenching and Interruption:
Selecting the right contact material addresses only half the reliability equation—how your contactor *extinguishes* the arc during contact separation determines whether those materials survive long-term. Arc-quenching chambers in locomotive-grade AC contactors use segmented metal arc splitters to divide and rapidly cool the arc column, forcing extinction within milliseconds. Engineers orient these splitter plates perpendicular to the arc’s path, increasing its length and dissipating energy across multiple gaps simultaneously.
Magnetic blowout coils generate directional electromagnetic fields that drive the arc into the quenching chamber, accelerating extinction. Ceramic side walls withstand repeated high-temperature arc exposure without degradation. This coordinated architecture—geometry, magnetics, and materials working together—directly reduces contact erosion per switching cycle, extending your contactor’s operational lifespan under the continuous high-frequency switching demands of electric locomotive power management systems.
Degradation Monitoring and Life Prediction:
Integrating real-time degradation monitoring transforms how you manage AC contactor reliability across a locomotive fleet’s operational lifecycle. Embedded sensors continuously track critical parameters, enabling predictive maintenance before failures disrupt operations.
Key monitoring methodologies include:
Contact voltage drop analysis — Rising millivolt readings across closed contacts indicate progressive surface erosion, oxidation, or contamination requiring intervention.
Current waveform diagnostics — Deviations in switching transients reveal mechanical timing drift, coil deterioration, or contact bounce patterns correlating with reduced operational lifespan.
Thermal profiling — Continuous temperature monitoring at contact interfaces identifies abnormal resistance increases, flagging imminent failure before thermal runaway occurs.
Analytical algorithms process this multi-parameter data against established degradation models, calculating remaining useful life with measurable confidence intervals. You’re consequently replacing components based on actual condition rather than fixed maintenance schedules, optimizing both Railway Vibration Resistance performance and fleet availability.
Environmental Hardening and Protection
When you engineer AC contactors for electric locomotive environments, you must treat environmental hardening not as an afterthought but as a foundational design discipline that directly governs AC contactor reliability across the unit’s service life. Your enclosure design must achieve robust IP-rated sealing to block moisture ingress, airborne particulates, and conductive contaminants that rail operating environments continuously generate. You’ll also need to integrate corrosion-resistant materials, specialized coatings, and rigorous EMC shielding strategies to ensure the contactor performs without degradation despite relentless exposure to traction-induced electrical noise, chemical pollutants, and the demanding mechanical stresses inherent to railway vibration resistance requirements.
Enclosure Design for Environmental Sealing:
Against the relentless ingress of dust, moisture, and corrosive contaminants that characterize active locomotive service environments, IP67-rated housings and silicone-gasketed enclosures form the primary defensive architecture for AC contactor reliability. These engineered barriers maintain internal component integrity under sustained operational stress.
Your enclosure design strategy must address three critical protection layers:
Moisture sealing — Silicone gaskets maintain compression integrity across thermal cycling extremes, preventing condensation infiltration that accelerates insulation degradation.
Chemical resistance — Enclosure materials resist locomotive-specific corrosives, including brake particulates, lubricant vapors, and tunnel-atmospheric contaminants.
Together, these measures directly extend service intervals, reduce unscheduled maintenance events, and sustain consistent AC contactor switching performance throughout the locomotive’s operational lifecycle.
Corrosion-Resistant Materials and Coatings:
Corrosion doesn’t announce itself—it compounds silently across fasteners, brackets, and circuit assemblies until component failure forces an unscheduled maintenance event. In locomotive environments, you’re dealing with salt spray, condensation cycling, and industrial chemical exposure that accelerate electrochemical degradation on every exposed surface. Specifying stainless steel fasteners and mounting brackets eliminates galvanic vulnerability at mechanical attachment points, where corrosion typically initiates first.
For printed circuit boards governing contactor control logic, conformal coatings provide a critical dielectric barrier against moisture ingress, conductive contamination, and fungal growth. You should select coating materials—acrylic, polyurethane, or silicone—based on the specific thermal and chemical profile of the locomotive’s installation zone. Together, these material choices extend contactor service intervals and directly support AC contactor reliability across the locomotive’s operational lifespan.
Material hardening stops at the surface—what your locomotive’s control architecture faces from within is an electromagnetic environment that can corrode signal integrity, trigger false switching events, and destabilize traction control systems just as effectively as physical corrosion degrades hardware.
Designing AC contactors for EMC compliance in electric locomotive environments requires deliberate engineering at multiple levels:
Shielded coil assemblies suppress conducted emissions generated during switching transients, protecting adjacent signaling and safety electronics.
Integrated RC snubber circuits attenuate voltage surges across contact gaps, reducing radiated interference within traction control enclosures.
Compliance with EN 50121-3-2 ensures your contactor meets railway-specific EMC emission and immunity thresholds, validating performance under realistic locomotive operational spectra.
Without these measures, your contactor becomes an active interference source—undermining the very electronic systems it’s designed to serve.
Compliance and Validation: Standards and Testing
When you engineer AC contactors for electric locomotive service, you must validate every design decision against a rigorous framework of railway-specific standards, including IEC 60077-2 and EN 50155, which define performance thresholds for traction electrical equipment under real-world rail conditions. You’ll subject prototype units to MIL-STD-810H-compliant vibration and shock test profiles that replicate the mechanical punishment locomotives endure across diverse track conditions and speeds. Beyond initial qualification, you must run accelerated life testing protocols that compress years of operational stress into controlled laboratory cycles, giving you quantifiable reliability data and confirming that your contactor design will meet its rated service life without unexpected failure.
Adherence to Railway-Specific Standards (e.g., IEC 60077-2, EN 50155):
Designing AC contactors for electric locomotiveswithout referencing established railway standards is an exercise in guesswork. Two frameworks define what’s acceptable in locomotive contactor design:
IEC 60077-2 governs electrical equipment for railway rolling stock, specifying performance thresholds for switching devices under traction-specific load conditions, dielectric strength, and mechanical endurance.
EN 50155 addresses electronic equipment on rolling stock, mandating compliance across temperature cycling, vibration profiles, humidity exposure, and electromagnetic compatibility—conditions your contactor will face daily.
Type testing and validation protocols under these standards require documented proof of AC contactor reliability through repeatable, witnessed laboratory procedures—not manufacturer claims alone.
You can’t retrofit compliance after design. Both standards must drive material selection, arc quenching geometry, and enclosure ratings from the earliest engineering phase.
MIL-STD-810H Compliant Vibration and Shock Testing:
Though IEC 60077-2 and EN 50155 establish the baseline for railway contactor compliance, MIL-STD-810H fills a critical gap by providing the most rigorous, methodologically defined vibration and shock test protocols available for validating mechanical integrity under extreme operational stress. Method 514.8, Category 24 specifically targets ground vehicle and rail-applicable platforms, subjecting AC contactors to sustained broadband random vibration profiles and high-amplitude shock pulses that replicate real locomotive operating conditions.
You’re validating contact bounce resistance, coil retention integrity, and structural chassis durability simultaneously across defined frequency sweeps and g-force thresholds. These tests expose failure modes that standard railway certifications don’t fully capture—particularly fatigue-induced contact misalignment and mounting bracket fracture. MIL-STD-810H compliance accordingly doesn’t replace railway standards; it strengthens your validation architecture by closing critical mechanical stress verification gaps.
Accelerated Life Testing and Reliability Assessment:
Accelerated life testing bridges the gap between laboratory validation and decades of real-world locomotive service by compressing years of operational stress into controlled, measurable test cycles. You validate AC contactor reliability by subjecting components to simultaneous thermal shock cycling and rated electrical loads, exposing failure modes that standard qualification testing misses.
Three critical assessment parameters define a rigorous accelerated life test protocol:
Operational endurance threshold: Contactors must complete over 1,000,000 switching operations under full rated current without contact degradation or mechanical failure.
Thermal shock cycling: Sequential exposure to extreme temperature differentials simulates decades of locomotive service within compressed timeframes.
Load-concurrent stress application: Electrical and mechanical stresses apply simultaneously, replicating actual locomotive operating conditions rather than isolated laboratory variables.
This methodology generates statistically defensible lifespan predictions that support maintenance scheduling and fleet reliability management.
Frequently Asked Questions
What Distinguishes AC Contactors Used in Locomotives From Those in General Industrial Applications?
You’ll find that locomotive AC contactors push far beyond what industrial-grade units can handle. They’re engineered to withstand railway-specific vibration profiles per IEC 61373, extreme temperature swings, high-altitude pressure drops, and aggressive chemical exposure. You’re also dealing with higher short-circuit ratings, enhanced arc quenching for traction-load switching, and IP67-rated enclosures—specifications that standard industrial contactors simply aren’t designed or certified to meet.
How Do AC Contactors Contribute to the Overall Energy Efficiency of Electric Locomotives?
When you deploy high-efficiency AC contactors in electric locomotives, you directly reduce resistive losses during switching transfers. Contactors with low-resistance silver-alloy contacts minimize voltage drops across high-current circuits, preserving traction motor power delivery. Fast, precise switching reduces arc duration, cutting energy dissipation. You also enable optimized regenerative braking sequences, recovering kinetic energy back into the supply network—maximizing overall locomotive energy efficiency across demanding operational duty cycles.
What Are the Immediate Consequences of an AC Contactor Failure in an Electric Locomotive?
Like a broken link in a chain, a failed AC contactor immediately disrupts your locomotive’s traction power circuit, triggering emergency shutdowns per IEC 60077 protection protocols. You’ll experience total propulsion loss, compromised auxiliary system performance, and potential arc flash hazards. Your onboard diagnostics flag critical fault codes, forcing unscheduled service interruptions that cascade into delayed consists, revenue loss, and mandatory compliance inspections before returning the locomotive to operational status.
How Frequently Should AC Contactors in Electric Locomotives Undergo Scheduled Maintenance Inspections?
You should inspect AC contactors in electric locomotives every 30,000–50,000 operational kilometers or every six months, whichever comes first. Follow IEC 60077 and manufacturer-specified maintenance intervals closely. During each inspection, you must assess contact wear depth, spring tension, arc chute integrity, and coil resistance. High-duty-cycle routes demand shorter intervals, so you’ll need to adjust schedules based on actual switching frequency logs and thermal stress data.
Can Damaged Locomotive AC Contactors Be Field-Repaired, or Do They Require Complete Replacement?
The answer depends on the damage type—but most failures demand full replacement. You can’t risk recalibrating worn contact assemblies or compromised arc chutes mid-route. Field repairs on locomotive AC contactors violate IEC 60077 compliance, introduce unverified tolerances, and invite catastrophic switching failures under traction loads. If you’ve identified contact erosion, coil degradation, or mechanical wear, replace the unit completely using OEM-certified components to maintain AC Contactor Reliability.