When your diesel injection timing drifts even a few degrees from its calibrated setpoint—typically 18°–23° BTDC on heavy-haul units—you’re directly altering the peak cylinder pressure and mean effective pressure that define engine torque output. Retarded timing cuts torque delivery to the traction generator, causing voltage dips, delayed power ramps, and load acceptance failures during throttle notch shifts or grade changes. Understanding exactly how these timing variations cascade through your locomotive’s electrical system can help you restore full generator capability.
How do variations in diesel fuel injection timing impact the electrical load acceptance capability of the traction generator?
In locomotives, diesel fuel injection timing sets combustion initiation. It directly shapes engine torque and speed. These parameters drive the main traction generator. The generator converts mechanical power into electrical energy. Proper timing ensures the generator meets sudden load demands. Any variation alters the electrical load acceptance capability.
Advanced injection timing increases peak cylinder pressure. This can boost power but risks unstable combustion. Retarded timing reduces torque output significantly. Lower engine power restricts the maximum electrical load. This limits traction motor performance. Inconsistent timing causes generator frequency instability. This harms overall train control reliability.
Optimized injection timing enhances engine response. It allows the generator to handle rapidly changing loads. This is critical for heavy-haul operations. Rail engineers must monitor timing through onboard diagnostics. Procurement specialists should specify systems ensuring precise fuel delivery. This guarantees steady electrical load acceptance under all conditions.
Key Takeaways
- Advancing injection timing raises peak cylinder pressures and engine torque, directly boosting the traction generator’s electrical output and load acceptance capacity.
- Retarding injection timing delays combustion, reducing mean effective pressure and engine torque, which limits the generator’s ability to meet traction demands.
- Unstable timing drift causes erratic torque pulses, producing voltage ripple and frequency fluctuations that degrade traction motor control and trigger protective load shedding.
- Fuel quality variations alter effective combustion phasing, requiring timing adjustments to maintain stable generator response during throttle notch transitions and load transients.
- Injector wear causes gradual timing drift from calibrated settings, progressively undermining load acceptance and causing voltage sags during heavy-haul starts or grade changes.
Fundamentals of Diesel Fuel Injection in Locomotives
Understanding locomotive diesel injection timing starts with how fuel delivery aligns to the engine’s compression cycle. You need to know the injectors, fuel pumps, and camshaft-driven timing mechanisms that govern combustion initiation. Heavy-haul locomotives operate within strict timing parameters that directly affect traction generator load acceptance.
The Role of Injection Timing in Engine Cycles
Because locomotive diesel injection timing governs combustion initiation, it directly determines engine torque and generator output. You should understand where injection occurs within the four-stroke cycle. During compression, the piston approaches top dead center. Fuel injection begins at a precise crank angle before this point.
Combustion phasing defines when peak pressure develops relative to piston position. You’ll find that ideal phasing maximizes work extraction per cycle. Early or late phasing shifts pressure peaks away from ideal positions. This directly reduces mechanical efficiency.
Scavenging timing also plays a critical role. It controls residual gas expulsion and fresh air intake. Poor scavenging leaves combustion byproducts in the cylinder. This degrades subsequent combustion events. You must calibrate both parameters together for consistent locomotive engine performance.
Key Components of Locomotive Injection Systems
| Component | Function | Impact on Timing |
|---|---|---|
| Fuel Solenoid | Controls fuel delivery duration | Determines injection start/stop precision |
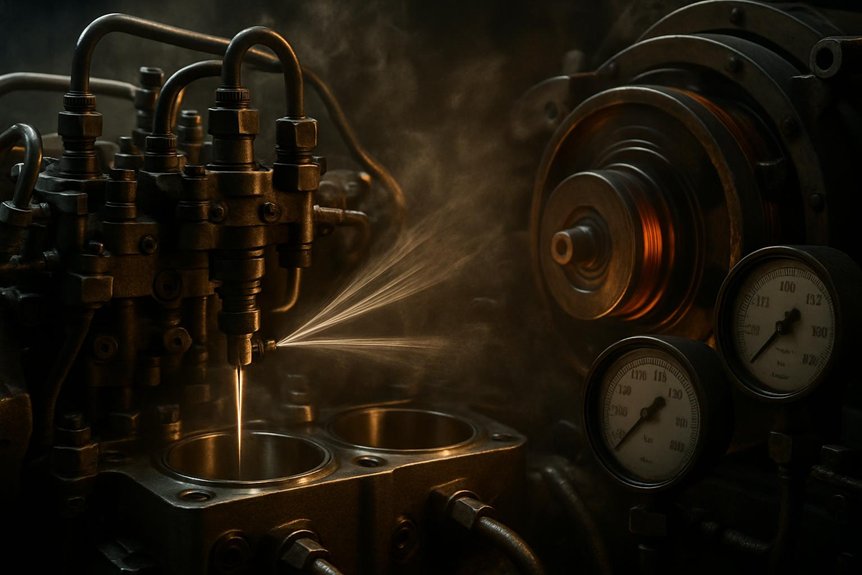
| Nozzle Spray Assembly | Atomizes fuel into combustion chamber | Affects combustion initiation and completeness |
| Governor Control Unit | Regulates engine speed response | Maintains stable timing under load changes |
| Crank Sensor | Monitors crankshaft angular position | Provides reference signal for injection events |
These components work interdependently within locomotive-specific diesel injection architectures.
Standard Timing Parameters for Heavy-Haul Locomotives
Heavy-haul locomotives typically operate with injection timing set between 18° and 23° before top dead center (BTDC). You’ll find most modern freight units calibrated near 20° BTDC. This setting balances peak cylinder pressure with thermal efficiency. It helps deliver strong torque to the traction generator.
Fuel type variability influences your baseline timing selection. Higher-cetane fuels tolerate slightly retarded settings. Lower-cetane blends may require advancing timing toward 23° BTDC. You must account for injector wear patterns when evaluating timing drift. Worn nozzle tips alter spray geometry and effective injection onset.
Mikura International supplies precision injection components matched to these parameters. You should verify timing specifications against OEM data during procurement. Consistent timing within ±1° ensures reliable electrical load acceptance across operating notches.
How Traction Generators Respond to Engine Input
You need to understand how your traction generator converts engine mechanical output into usable electrical power. Its ability to accept sudden electrical loads depends directly on engine speed and torque stability. When injection timing drifts, you’ll observe measurable degradation in generator load response and power output consistency.
Understanding Electrical Load Acceptance in Traction
How effectively does a traction generator respond when electrical demand shifts abruptly? Load acceptance defines the generator’s ability to supply changing traction demand. It’s critical for maintaining train movement during dynamic operations. When a load transient occurs, the generator must stabilize output rapidly. Poor response leads to voltage sags and traction motor hesitation.
You should evaluate these key parameters during load acceptance analysis:
- Generator droop characteristics that regulate voltage under varying loads
- Current limiting thresholds protecting windings during sudden demand spikes
- Engine-generator response time during rapid power transitions
Each parameter directly ties to diesel injection timing precision. If combustion delivery falters, mechanical input to the generator drops. You’ll then observe degraded electrical performance across the traction system. Monitoring these metrics helps reliable locomotive operation under all conditions.
The Engine-Generator Power Transfer Mechanism
Because the diesel motor drives the traction generator through a direct mechanical coupling, torque and speed determine electrical output. You’ll find that engine RPM directly sets generator voltage. Torque governs the current delivery capacity. Together, these define the generator’s kilowatt envelope.
When you apply crank angle mapping, you can correlate combustion events to electrical output fluctuations. This data reveals how injection timing variations translate into voltage and current limits. Precise mapping identifies weak combustion cycles before they affect load transient response.
During rapid load demands, the generator must absorb power changes instantly. If engine torque drops due to timing errors, voltage sags occur. You lose traction motor performance immediately. Monitoring these mechanical-to-electrical transfer parameters ensures reliable locomotive operation under all conditions.
Symptoms of Poor Generator Load Response
When locomotive diesel injection timing drifts from its ideal setting, the traction generator exhibits measurable electrical anomalies. You’ll detect these issues through onboard diagnostic systems monitoring real-time parameters.
Key symptoms include:
- Voltage dips during throttle notch shifts, indicating insufficient engine torque delivery
- Surging traction current caused by erratic combustion cycles destabilizing generator output
- Delayed power ramp response when the engineer commands increased tractive effort
Frequency fluctuations in generator output confirm timing inconsistencies. You’ll observe load acceptance failures during heavy-haul starts or grade changes. These anomalies reduce traction motor torque predictability. Your diagnostic logs will show mismatches between commanded and actual power output. Identifying these symptoms early prevents cascading electrical faults across the locomotive’s traction system.
Analyzing the Impact of Injection Timing Shifts
When you advance locomotive diesel injection timing, you raise peak cylinder pressures and boost generator output capacity. Retarding timing cuts engine torque, directly limiting the traction generator’s electrical load acceptance. Unstable timing creates ripple effects across the locomotive’s electrical grid, undermining traction motor control.
Effects of Advanced Injection Timing on Generator Output
Advanced locomotive diesel injection timing shifts combustion onset earlier in the compression stroke. You’ll observe elevated peak cylinder pressures and increased heat rejection rates. This raises engine torque momentarily but introduces combustion instability. The traction generator receives erratic mechanical input under these conditions.
Key effects you should monitor include:
- Unstable generator loading caused by irregular torque pulses from inconsistent spray pattern behavior
- Potential overload trips triggered when sudden power surges exceed generator protection thresholds
- Accelerated engine wear from excessive cylinder pressures degrading pistons and liners
Fuel quality directly influences how advanced timing affects combustion consistency. Poor fuel amplifies pressure variability across cylinders. Your generator’s load acceptance capability deteriorates as torque fluctuations increase. Rail engineers must track these parameters through real-time diagnostic systems.
Consequences of Retarded Injection Timing
Because retarded locomotive diesel injection timing delays combustion onset, fuel burns later in the expansion stroke. You’ll observe reduced peak cylinder pressure and lower mean effective pressure. This directly cuts engine torque output. The traction generator receives less mechanical input. Consequently, it can’t meet sudden electrical demands.
Retarded timing undermines diesel combustion stability across all operating notches. You’ll see incomplete fuel burn and elevated exhaust temperatures. The engine struggles to maintain rated speed under load. This triggers traction load shedding to protect the generator windings. Train acceleration suffers noticeably during grade operations.
Reduced engine power leads to insufficient generator capacity. This directly affects hill climbing and heavy-haul performance. You must correct timing deviations promptly to restore full electrical load acceptance capability.
Unstable Timing and Its Ripple Effect on Electrical Grid
Although locomotive diesel injection timing may drift by only a few crankshaft degrees, the consequences cascade through the entire electrical system. You’ll observe erratic torque pulses feeding the traction generator. This directly undermines combustion stability across all cylinders. The generator then produces inconsistent output frequency.
Key electrical consequences you should monitor include:
- Voltage ripple exceeding acceptable thresholds, degrading traction motor control signals
- Auxiliary system malfunctions caused by frequency wobble in lighting, cooling, and braking circuits
- Power quality degradation triggering protective relay trips and unexpected load shedding
These effects compound under heavy-haul conditions. Your onboard diagnostics must flag timing deviations immediately. Even minor drift compromises the locomotive’s electrical grid integrity. Consistent fuel delivery timing preserves system-wide power quality.
Best Practices for Engineers and Procurement Teams

You need reliable diagnostic tools to track locomotive diesel injection timing deviations before they compromise traction generator load acceptance. Structured maintenance routines allow your engine sustains best fuel injection timing optimization and consistent generator readiness. Your procurement criteria should prioritize injection components proven to deliver precise, repeatable fuel delivery under demanding rail operating conditions.
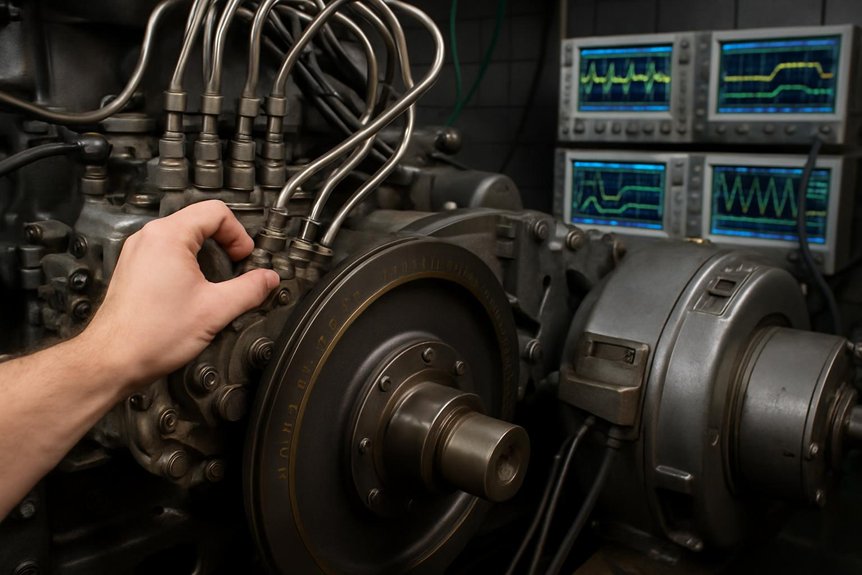
Diagnostic Tools for Monitoring Injection Timing
Monitoring locomotive diesel injection timing requires robust onboard diagnostic systems and precision sensor arrays. You’ll rely on real-time data from crankshaft position sensors and fuel rail pressure transducers. These inputs feed onboard computers that calculate timing deviations instantly. Regular sensor calibration ensures measurement accuracy across operating conditions.
Key diagnostic tools include:
- Oscilloscope waveform analysis to capture injector firing patterns and detect timing drift
- Electronic control module data logging for trending injection events against traction generator load
- Cylinder pressure sensors measuring peak combustion pressure relative to crank angle
You should integrate these tools into scheduled maintenance protocols. They enable early detection of timing anomalies before they degrade generator load acceptance. Mikura International supplies precision injection components compatible with modern diagnostic frameworks.
Maintenance Routines to Preserve Generator Readiness
Because injection timing drift accumulates gradually, scheduled maintenance is your primary defense against load acceptance deterioration. You should implement injector calibration checks at defined service intervals. This ensures fuel delivery remains within OEM specifications. Replace each oil filter on schedule to prevent contamination-related injector erosion. Dirty oil worsens injector response and distorts timing accuracy.
Track injector performance data across maintenance cycles systematically. Compare calibration readings against baseline values from commissioning records. Flag any injector showing progressive deviation trends immediately. Procurement teams should source calibration-grade test equipment and certified replacement components. Mikura International supplies precision-engineered injection parts meeting locomotive OEM standards. Consistent maintenance routines preserve engine-generator coupling efficiency. This guarantees reliable traction generator load acceptance throughout operational life.
Procurement Considerations for Reliable Injection Systems
The reliability of your locomotive’s injection system starts at the procurement stage. You must ensure evaluate components against strict testing acceptance criteria. Every injector and pump should meet OEM tolerance specifications.
When sourcing injection components, prioritize these factors:
- Precision manufacturing: Select units with documented spray pattern consistency and pressure ratings.
- Durability under thermal cycling: Verify components withstand sustained high-temperature locomotive duty cycles.
- Supplier warranty compliance: Confirm warranties cover performance degradation tied to timing drift thresholds.
Your procurement team should request certified test data from suppliers. Mikura International provides locomotive injection components backed by rigorous quality documentation. Cross-reference part specifications against your engine-generator load acceptance requirements. This ensures every purchased component supports stable traction generator output across operating conditions.
Frequently Asked Questions
How Does Injection Timing Affect Locomotive Fuel Efficiency?
When you optimize locomotive diesel injection timing, you directly improve combustion efficiency across all notch positions. Precise timing helps fuel burn at peak cylinder pressure, extracting maximum energy per injection cycle. You’ll typically see 2–4% fuel savings with properly calibrated timing. Better combustion efficiency also drives measurable emission reduction, lowering unburnt hydrocarbons and particulate output. Retarded timing wastes fuel, while over-advanced timing causes detonation losses. You should monitor timing data continuously for best results.
What Causes Injection Timing Drift in Locomotives?
You’ll find injection timing drift stems from wear mechanical components accumulate over thousands of operating hours. Camshaft lobes, fuel pump plungers, and injector springs degrade progressively. Faulty calibration causes sensor inaccuracies in electronic fuel systems. Thermal expansion during sustained high-load operations shifts timing baselines. Contaminated fuel accelerates internal erosion within injection assemblies. You should implement scheduled diagnostic checks to detect drift before it compromises traction generator load acceptance capability.
Can Poor Injection Timing Damage the Traction Generator?
Like a steam-age fireman stoking an uneven flame, you’re risking real damage. Poor locomotive diesel injection timing creates erratic torque pulses that stress traction generator windings. Bad injector wear produces uneven combustion, causing voltage spikes and insulation degradation. You’ll also encounter cooling system failures as the engine overheats from inefficient combustion cycles. These conditions reduce generator lifespan by 15–25%. Monitoring fuel injection timing optimization prevents costly traction generator load acceptance failures.
How Often Should Locomotive Injection Timing Be Inspected?
You should inspect locomotive injection timing every 90 days under normal operations. Your service inspection frequency increases with heavy-haul or high-altitude routes. Seasonal calibration intervals matter because ambient temperature shifts affect fuel viscosity. You’ll want to align checks with scheduled engine overhauls. Track cumulative fuel consumption data and exhaust temperature trends between inspections. These metrics help you detect timing drift early, protecting traction generator load acceptance capability.
What Diagnostic Tools Detect Injection Timing Faults in Locomotives?
You can detect injection timing faults using cylinder pressure analyzers and electronic timing indicators. Ultrasonic testing identifies wear in injector components affecting spray patterns. Exhaust analysis reveals combustion irregularities linked to timing drift. Onboard diagnostic systems log engine speed deviations and generator load fluctuations. You’ll also rely on fuel rack position sensors for real-time data. Combining these tools gives you precise, data-driven fault isolation across locomotive diesel injection timing systems.