
You vary EMD 710 turbocharger mounting and piping by locomotive frame because each frame changes datums, load paths, vibration, clearances, and thermal growth. You must verify bolt patterns, flange geometry, support brackets, isolation mounts, and expansion gaps against OEM standards and also adapt exhaust and intake routing to control backpressure, pressure drop, heat exposure, and service access. Dash 9 and SD70ACe layouts can differ markedly, and the details below show how to manage those differences.
How do mounting interfaces and piping layouts vary for EMD 710 turbochargers across different locomotive frames?
Mounting interfaces vary significantly across locomotive frames. Piping layouts adapt to specific engine bay constraints. EMD 710 turbocharger integration requires precise structural alignment. Engineers must account for vibration isolation needs. Procurement specialists should verify frame compatibility standards. Thermal expansion gaps are critical for safety.
Exhaust routing differs between Dash 9 and SD70ACe models. Intake piping often utilizes flexible connectors. These components mitigate stress from frame flexing. Bolt patterns must match original equipment specifications. Incorrect mounting can lead to catastrophic failures. Regular inspections prevent loose connection issues. Material selection impacts long-term durability. Steel alloys resist high temperature degradation. Proper sealing prevents exhaust gas leaks.
Efficiency gains depend on optimal airflow. Turbo matching affects overall engine performance. Fuel consumption rates improve with correct setup. Emissions compliance relies on consistent boost pressure. Maintenance access dictates piping complexity. Simplified layouts reduce service downtime. Standardized parts lower procurement costs. Custom solutions address unique frame designs. Collaboration ensures successful system integration.
Key Takeaways
- Locomotive frame design changes turbocharger placement, support geometry, service access, vibration exposure, and required clearance around the EMD 710 engine.
- Mounting interfaces must match engineered datum points, bolt patterns, flange thickness, stud sizes, and support-pad condition.
- Misaligned mounts can side-load bearings, distort housings, create exhaust leaks, and accelerate turbocharger rotating assembly wear.
- Exhaust and intake piping must be routed frame-specifically around structural members, wiring, and fuel lines while controlling backpressure and pressure drop.
- Flexible connectors, sliding joints, heat shielding, and expansion gaps accommodate frame flex, thermal growth, vibration, and maintenance access.
Understanding Locomotive Turbocharger Integration
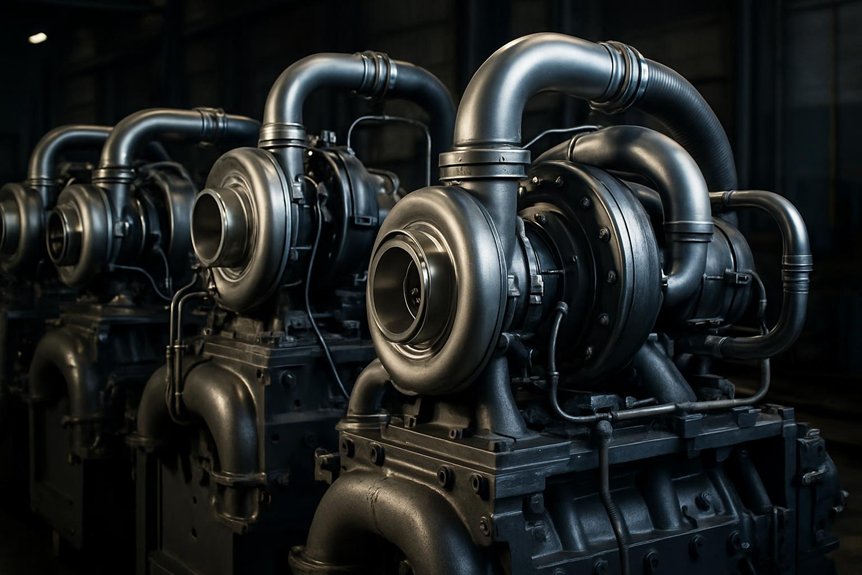
You rely on the EMD 710 turbocharger to maintain boost, fuel efficiency, and emissions consistency under rail duty cycles. Each locomotive frame changes load paths, clearances, and rail diesel engine piping layout requirements. You can’t treat the locomotive frame mounting interface as generic because precise alignment protects structural integration and service life.
The Role of the EMD 710 turbocharger in Rail Power
The EMD 710 turbocharger supports the engine’s core air-management function across demanding rail duty cycles. You rely on the emd 710 turbocharger to deliver controlled boost, stable scavenging, and consistent airflow for combustion. Its role isn’t isolated; it ties directly to fuel efficiency, emissions control, and cylinder temperature balance.
In North American locomotive service, the EMD 710 platform remains common because you can maintain reliability under heavy loading. Engineers prioritize dependable boost response over peak output, since rail duty punishes marginal integration. Proper turbocharger integration helps you protect bearings, seals, exhaust joints, and intake connections from avoidable stress.
When you specify components, you need alignment with OEM performance standards. Correct installation supports combustion efficiency, reduces downtime risk, and keeps the locomotive power system operating predictably.
Key Differences in Locomotive Frame Designs
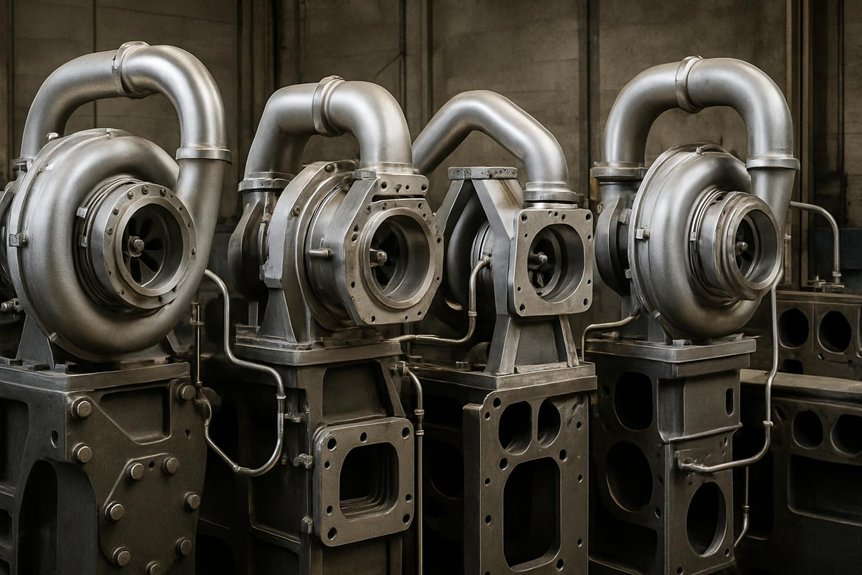
Across locomotive platforms, frame design directly shapes EMD 710 turbocharger placement, support geometry, and service access. You’ll see clear differences between Dash 9 and SD70ACe frames because each structure controls available envelope space, load paths, and vibration behavior.
Dash 9 arrangements often require tighter component placement, while SD70ACe layouts may provide different clearance zones around the engine bay. These variations affect where brackets, pads, and adjoining structures can safely carry turbocharger loads. You can’t assume one locomotive frame mounting interface suits another platform without checking frame geometry.
Vibration profiles also change by frame type. That matters because turbocharger structural integration must tolerate cyclic loading without overstressing supports. Spatial limits further influence nearby intake and exhaust routing, making frame-specific review essential before planning rail diesel engine piping layout.
Importance of Precise Mounting Interfaces
Because mounting interfaces carry turbocharger loads into the locomotive frame, alignment must match engineered datum points. You can’t treat an EMD 710 turbocharger as a standalone component; it’s part of turbocharger structural integration across the engine, supports, and frame.
Misalignment drives side loading into bearings, distorts housings, and accelerates rotating assembly wear. You prevent that by verifying bolt patterns, machined faces, shim packs, and support brackets against applicable locomotive frame mounting interface standards.
Loose mounts create impact loading, exhaust leakage, and possible catastrophic failure modes. Your inspection plan should include torque checks, fretting evidence, cracked brackets, and frame pad condition.
Precise mounting protects boost stability, thermal growth clearances, and service life. At Mikura International, we help you source compatible components that fit the frame, not just the engine.
Variations in Mounting Interface Structures
You start by verifying bolt patterns and flange configurations against the locomotive frame mounting interface standard. Then, you apply vibration isolation techniques that protect the EMD 710 turbocharger from frame-induced stress. Finally, you allow controlled thermal expansion at each interface, so the rail diesel engine piping layout stays sealed and aligned.
Bolt Patterns and Flange Configurations
When specifying an EMD 710 turbocharger, engineers must verify the bolt pattern against the engine block and frame-mounted support structure. You can’t assume interchangeability across locomotive frames, especially with legacy units. Bolt-hole spacing, stud diameter, and flange thickness must match original specifications to maintain alignment and sealing integrity.
Flange configurations also vary by manufacturer, production era, and retrofit history. You should compare exhaust inlet, discharge, and support flange geometry before releasing procurement. Standardization has improved compatibility, but older fleets often retain unique interfaces that affect turbocharger structural integration. These differences can also shift the rail diesel engine piping layout, creating fit-up issues at connected ducts. Use certified drawings, serial data, and inspection records to confirm the configuration before installation. Mikura International helps you verify compatibility.
Vibration Isolation Techniques in Mounts
Within the locomotive frame, vibration isolation protects the EMD 710 turbocharger from low-frequency engine shake and cyclic frame movement. You need mounts that control dynamic loads without compromising alignment at the locomotive frame mounting interface.
Rubber isolation elements reduce transmitted vibration where compact packaging limits bracket mass. Spring-based mounts suit applications with higher displacement demands and repeated cyclic loading. You should verify durometer, spring rate, and installed height against frame-specific standards.
Improper isolation transfers stress into housings, exhaust connections, and support brackets. That stress can start fatigue cracks before scheduled inspection intervals. Mikura International recommends matching isolation hardware to the original turbocharger structural integration requirements, not visual similarity. Consistent inspection torque checks also help you catch loosened fasteners early. This protects uptime across aging locomotive fleets.
Thermal Expansion Considerations for Interfaces
Heat turns small alignment errors into serious interface loads on the EMD 710 turbocharger. You manage that risk by treating the locomotive frame mounting interface as a controlled expansion system, not a fixed bracket set. High exhaust temperatures lengthen housings, flanges, and nearby pipe sections during load changes.
Mounts must allow thermal growth while holding turbine alignment within specification. If you lock the exhaust path rigidly, you can warp turbine housings, distort sealing faces, and overload fasteners. Sliding joints give the rail diesel engine piping layout a safe path for dimensional change. Flexible intake connectors also reduce secondary stress from frame movement.
When you review turbocharger structural integration, check expansion gaps, alloy condition, and joint travel. Standards-based inspection helps you prevent leaks, cracking, and avoidable downtime.
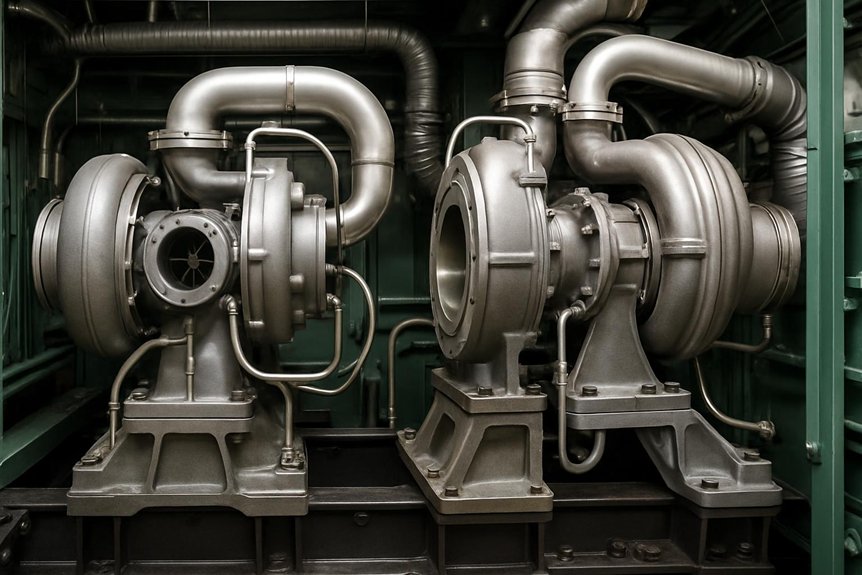
Piping Layout Adaptations Across Frames
You adapt exhaust routing to tight locomotive bays while maintaining clearance, sealing integrity, and thermal expansion allowances. Intake paths need optimized bends and passages so you preserve airflow stability and boost response. Flexible connectors help you manage frame flexing without overloading the EMD 710 turbocharger piping joints.
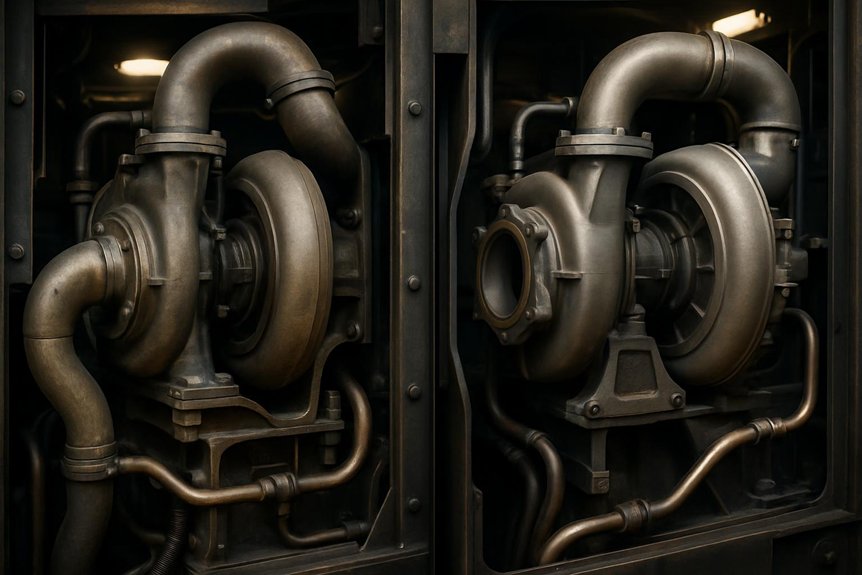
Exhaust Routing Constraints in Tight Bays
Because locomotive engine bays leave little unused space, exhaust routing for an EMD 710 turbocharger must follow frame-specific clearance limits. You route exhaust pipes around fuel lines, wiring trays, and structural members without reducing safe service access. Each bend adds curvature, so you verify backpressure against rail diesel engine piping layout standards.
Tight bays also demand controlled thermal separation. You apply heat shielding where exhaust radiation could damage hoses, seals, or nearby fuel-system hardware. Proper shield spacing matters because trapped heat can accelerate material fatigue.
When the locomotive frame mounting interface shifts, exhaust alignment shifts with it. You shouldn’t force rigid piping to fit. Instead, confirm flange position, support brackets, and expansion gaps. That approach protects turbocharger structural integration, controls leaks, and keeps maintenance crews from fighting avoidable access problems.
Intake Airflow Path Optimization Strategies
As each locomotive frame changes available clearance, intake piping must preserve airflow quality into the EMD 710 cylinders. You route compressed air with smooth bends, controlled passages, and verified clearances around the locomotive frame mounting interface. Sharp elbows raise pressure drop, reduce boost consistency, and can compromise EMD 710 turbocharger response under load.
Position filters where crews can inspect and replace elements without disturbing adjacent rail diesel engine piping layout. You also need intake openings placed away from exhaust heat sources, because hot air lowers density and weakens combustion efficiency. Proper shielding and routing help prevent exhaust gas ingestion during sustained high-temperature operation.
Check every layout against OEM dimensional standards, airflow targets, and service access requirements. This discipline supports turbocharger structural integration, emissions stability, and dependable fleet availability.
Flexible Connectors for Frame Flexibility
Intake routing only works long term when the connected piping can tolerate locomotive frame movement. You protect the EMD 710 turbocharger by allowing controlled motion between fixed interfaces. Locomotive frames flex under traction loads, braking forces, and track impacts. Rigid pipes can crack, loosen flanges, or overload seals.
- Specify flexible bellows where relative motion concentrates.
- Verify connector length against frame-specific displacement envelopes.
- Match alloy and liner ratings to intake temperature and vibration duty.
- Inspect clamps, flanges, and gaskets during scheduled service.
- Document approved rail diesel engine piping layout changes for procurement.
These connectors maintain seal integrity while absorbing motion. You reduce leakage risk, preserve airflow stability, and protect turbocharger structural integration. Mikura International helps you source compatible parts that support locomotive frame mounting interface standards without guesswork.
Impact on Performance and Maintenance

You reduce downtime when you design the EMD 710 turbocharger layout for clear inspection access.
Access panels, flexible joints, and clamp locations must support repeatable checks against rail maintenance standards.
Varied layouts often fail at rigid exhaust joints, misaligned mounts, and seals that can’t tolerate frame movement.
Accessibility for Routine Inspection Tasks
How quickly can your crew verify clamps, seals, brackets, and oil lines during a shift window? On an EMD 710 turbocharger, access depends on the locomotive frame mounting interface and rail diesel engine piping layout. You need inspection paths that expose service points without removing major assemblies.
- Position sight lines toward clamp bands and flange seals.
- Specify modular pipe sections near routine inspection zones.
- Maintain hand clearance around brackets, drains, and oil fittings.
- Use flexible connectors where frame geometry blocks direct access.
- Document removal sequences for each locomotive frame variant.
Clear access lets you confirm condition, torque status, and sealing integrity faster. Complex routing slows visual checks and increases labor hours. Better layouts support standards-based maintenance, reduce downtime, and keep turbocharger structural integration serviceable across mixed fleets.
Common Failure Points in Varied Layouts
Failure patterns usually reveal the weakest part of the installation geometry. You’ll often find EMD 710 turbocharger issues where rail diesel engine piping layout changes direction, support stiffness, or temperature exposure. Sharp bends create erosion hotspots because exhaust velocity concentrates abrasive flow against outer radii. Weak mounts fatigue when the locomotive frame mounting interface can’t control vibration and frame movement.
Leaks often appear at flexible joints, especially when clamps lose preload or bellows exceed travel limits. You should inspect soot trails, fretting marks, bolt stretch, and gasket compression during scheduled maintenance. These indicators show whether turbocharger structural integration still meets alignment and sealing requirements. By mapping recurring failures by frame type, you can plan preventive maintenance, specify compatible hardware, and protect boost pressure, fuel efficiency, and emissions performance.
Procurement and Engineering Best Practices
You should validate each EMD 710 turbocharger component against the locomotive frame mounting interface, piping geometry, and OEM bolt pattern. Standardized rail diesel engine piping layout practices help you reduce mismatch risk, but they don’t replace model-specific verification. Collaborative engineering ensures new locomotive models support proper turbocharger structural integration, thermal growth, and service access.
Selecting Compatible Replacement Components
For every EMD 710 turbocharger replacement, verify the part number against the locomotive frame model, mounting interface, and piping layout before release. You reduce installation risk when procurement and engineering confirm dimensional fit, bolt alignment, and connection geometry together.
- Cross-reference the locomotive frame mounting interface against approved build records.
- Check rail diesel engine piping layout drawings for flange, clamp, and seal locations.
- Compare aftermarket dimensions with original specifications; small deviations can overload joints.
- Require inspection reports, material traceability, and test documentation before shipment acceptance.
- Confirm turbocharger structural integration tolerances with maintenance access and vibration allowances.
Mikura International helps you validate compatible components before downtime starts. You shouldn’t rely on visual similarity, because incorrect fitment can cause leaks, stress cracking, and premature failures.
Standardization Efforts in Rail Industry Parts
Across rail maintenance programs, standardization gives procurement and engineering a shared control point for every EMD 710 turbocharger installation. You reduce variation by specifying approved locomotive frame mounting interface dimensions, bolt patterns, gasket materials, and rail diesel engine piping layout tolerances.
| Standard focus | Your control action | Operating impact |
|---|---|---|
| Mounting interface | Verify drawings before purchase | Fewer fit-up delays |
| Piping layout | Match routing and flex points | Lower vibration stress |
Industry groups promote common interfaces because you can’t manage fleet reliability with unchecked part variation. Shared specifications simplify inventory, reduce duplicate stock, and lower maintenance costs. Engineering still validates turbocharger structural integration against each frame. Procurement then buys compatible parts with documented traceability, not assumptions. Mikura International supports that discipline with standards-aligned replacement sourcing.
Collaborative Design for New Locomotive Models
When new locomotive models enter design review, engineering and procurement should involve trusted suppliers before the EMD 710 turbocharger layout freezes. You reduce late conflicts by validating the locomotive frame mounting interface, rail diesel engine piping layout, and service envelope together.
- Model turbocharger structural integration with digital twins before prototype release.
- Verify bolt patterns, isolation points, and thermal expansion gaps against standards.
- Simulate exhaust routing, intake flex connectors, and maintenance clearances under frame flex.
- Capture supplier feedback on castings, seals, alloys, and compatible procurement options.
- Feed inspection data from early units into the next design iteration.
Mikura International helps you align specification control with practical installation realities. That collaboration protects boost stability, reduces rework, and keeps new locomotive programs maintainable.
Frequently Asked Questions
What Inspection Intervals Suit EMD 710 Turbocharger Mounting Hardware?
Like a tensioned bridge, you inspect EMD 710 turbocharger mounting hardware at every scheduled service, then perform detailed torque, crack, and fretting checks every 92 days or 1,500 operating hours. You shouldn’t extend intervals after frame work, vibration events, or exhaust leaks. Use OEM torque standards, calibrated tools, and documented bolt condition records. If you find elongation, heat staining, or looseness, you replace hardware before return to service.
Which Records Confirm Locomotive Frame Mounting Interface Compatibility?
You confirm compatibility with OEM locomotive frame drawings, engine arrangement drawings, turbocharger installation drawings, and approved bill of material records. You should also check service bulletins, modification records, weld repair logs, and prior overhaul reports. Don’t rely on casting numbers alone. Match bolt patterns, pedestal heights, dowel locations, and clearance envelopes. For an EMD 710 turbocharger, you’ll want documented revision control and inspection sign-offs before procurement or installation.
Can Field Welding Alter Turbocharger Structural Integration Tolerances?
Yes—field welding can alter turbocharger structural integration tolerances, and why risk misalignment on an EMD 710 turbocharger? You can introduce heat distortion, residual stress, and bolt-hole shift across the locomotive frame mounting interface. That changes exhaust flange alignment, rail diesel engine piping layout, and vibration load paths. You’ll need qualified welding procedures, post-weld dimensional checks, and OEM tolerance records. Don’t assume fit; verify flatness, concentricity, and thermal expansion clearance before service.
What Torque Values Apply to EMD 710 Turbocharger Mounting Bolts?
You shouldn’t use a universal torque value for EMD 710 turbocharger mounting bolts. You need the OEM service manual for the exact engine variant, frame installation, bolt grade, thread condition, and gasket stack. Torque can change with dry versus lubricated threads and updated hardware kits. Verify part numbers, inspect threads, and follow calibrated-tool procedures. If you’re unsure, Mikura International can help confirm compatible mounting hardware and documentation.
How Should Removed Turbocharger Mounts Be Stored Before Inspection?
Clean, tag, segregate: you should store removed turbocharger mounts in dry, labeled bins before inspection. Don’t stack machined faces against rough hardware. Coat bare steel lightly with approved preservative, and cap threaded holes to keep out grit. Keep each mount with its bolts, shims, and location record. Separate suspect cracked, overheated, or fretted parts. You’ll preserve traceability, prevent corrosion, and support standards-based inspection decisions for EMD 710 turbocharger service.